埋弧自動焊弧長模糊控制器


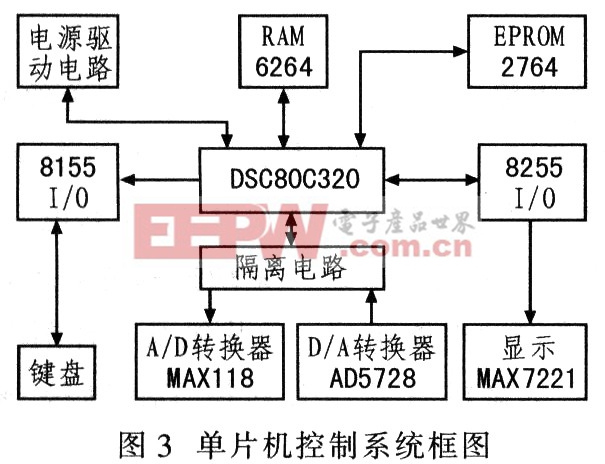
采樣電路采用MAX118。MAX118是MAXIM公司的8位8通道的跟蹤保持A/D轉(zhuǎn)換器,具有轉(zhuǎn)換速度高、功耗低、轉(zhuǎn)換誤差小的優(yōu)點(diǎn)。MAX118可直接與單片機(jī)數(shù)據(jù)總線和I/O接口連接,不需另加接口電路,主要用于焊接過程電弧電壓、送絲電動機(jī)采樣,D/A轉(zhuǎn)換電路采用兩片AD7528。AD7528是德州儀器公司的雙路、8位數(shù)模轉(zhuǎn)換器,具有轉(zhuǎn)換速度快、線性度誤差小、功耗低的特點(diǎn)。兩片AD7528主要用于小車速度給定,送絲電機(jī)電驅(qū)電壓,電弧電壓給定,如表1所示。

3 系統(tǒng)軟件設(shè)計(jì)
系統(tǒng)控制軟件是實(shí)時(shí)控制的核心,系統(tǒng)控制軟件設(shè)計(jì)采用模塊化程序設(shè)計(jì)技術(shù)。控制軟件主要由焊前準(zhǔn)備、引弧控制、焊接階段控制、收弧控制等4部分組成。
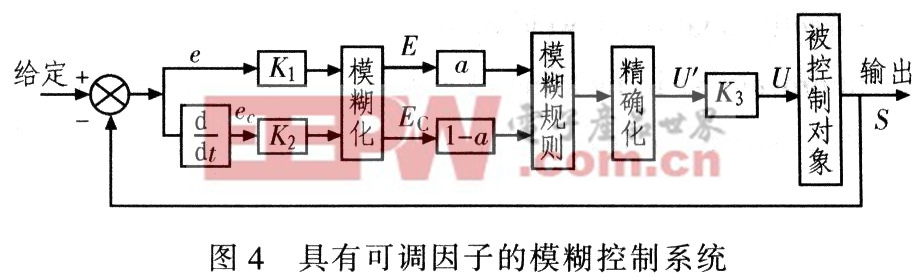
圖4示出該控制系統(tǒng)模糊控制原理。其中模糊控制器引入了帶自調(diào)整函數(shù)的模糊控制規(guī)則,即引入一個(gè)可調(diào)整因子a,代入FUZZY控制算法U=(E+Ec)/2可得:
U=[aE+(1-0)Ec] (1)
式中:a∈(0,1)。通過調(diào)整a,改變誤差E和誤差變化率Ec對控制量的加權(quán)程度,從而調(diào)整控制規(guī)則。進(jìn)而改善系統(tǒng)控制效果。
通常控制系統(tǒng)的目標(biāo)是輸出與給定相等,因此提出模糊控制目標(biāo)使誤差E靠近于0,取其隸屬函數(shù)為Cμ=exp(-ke2)。其修正系數(shù)為:

偏差大時(shí),a較大,系統(tǒng)能盡快消除E;偏差小時(shí),a較小,系統(tǒng)能盡快趨于穩(wěn)態(tài)。根據(jù)模糊目標(biāo)的隸屬函數(shù)調(diào)節(jié)a,從而達(dá)到調(diào)整控制規(guī)則的目的。可拋開控制表,直接根據(jù)偏差E和偏差變化率Ec的論域值E和Ec,通過公式求得控制量U和論域U',從而實(shí)現(xiàn)對系統(tǒng)控制規(guī)則的在線調(diào)整。
在以單片機(jī)為控制器實(shí)現(xiàn)模糊控制時(shí),將變量離散化,歸一化量程:
焊接電弧電壓:51.2 V……FFH,即0.2 V……01H;送絲電機(jī)控制電壓:3.8 V……FFH,即0.023 V……01H。






評論