頂槍系統的可編程控制器控制研究

1、引 言
本文引用地址:http://www.104case.com/article/163719.htm鋼水的真空處理應用于鋼水的脫氫、脫氮、去氧(輕處理)和脫硫,同時具有合金微調和溫度調整的功能。攀鋼生產特殊鋼,如軌道鋼、低合金結構鋼、齒輪鋼、氧氣瓶鋼等都需要經過真空處理,是方坯連鑄生產的重要環節。頂槍應用于真空非處理狀態下,對真空室進行保溫,減少溫降,祛除真空室內壁表面結瘤。根據煉鋼廠對真空系統的生產要求,控制系統要具有高可靠性、易操作性、維修方便、控制功能全面的特點,真空控制系統的可編程控制器采用SEIMENS公司的SIMATIC S7-400 PLC。SIMATIC S7-400 PLC是具有中高檔性能的PLC,具有模塊化和用戶易于掌握的特點,并具有高速的指令處理、人機界面、CPU的智能化診斷、具有網絡通信、軟件編程語言豐富的特點。
2、自動化級控制系統
根據真空的工藝設備情況,真空控制系統設計采用SIEMENS公司的SIMATIC PCS7過程控制系統,系統主要由一套S7 400 PLC、兩臺監控站和二級計算機系統構成。
RH控制系統采用兩級控制系統組成,一級基礎自動化系統和二級計算機控制系統,在一級基礎自動化系統中完成其邏輯控制和控制回路的調節控制,二級計算機系統從基礎自動化系統采取過程生產數據,根據生產計劃和來鋼情況進行模型運算,優化出生產參數下送到基礎自動化系統執行操作。RH基礎自動化系統采用西門子公司的S7 400系列的PLC控制器組成過程控制系統,網絡系統采用西門子公司的工業以太網來連接LF系統、合金下料系統、中控室的操作站、報表打印機和RH的二級計算機等設備。過程控制系統采用西門子公司的S7 400系列組成PLC控制系統,操作臺采用ET200M利用PROFIBUS-DP網絡接入PLC主控器以減少電纜布線。機電一體設備采用RS232協議與PLC的主控器通訊。操作站與PLC系統之間采用工業以太網協議通訊,一級操作站和二級計算機采用西門子OPC協議來完成數據交換。為了對控制設備的精確定位,其傳動系統采用VVVF技術來進行調速控制。
3、頂槍加熱過程描述研究
頂槍在非處理期間由停放位開始下降,當下降到預設加熱高度時,加熱煤氣和氧氣閥打開,煤氣點火燃燒,調節煤氣和氧氣流量到給定值對真空室進行加熱或除瘤。
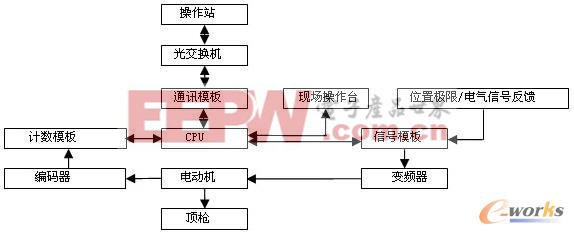
圖1 頂槍加熱過程
位置和加熱控制以及輔助控制的核心設備是PLC,軟件是RH PLC使用的軟件,控制程序是用STEP 7編程語言編寫的,使用梯形圖、功能框圖、語句表語言。程序編寫使用了模塊化編寫方式。

pid控制器相關文章:pid控制器原理
電接點壓力表相關文章:電接點壓力表原理








評論