基于觸摸屏和PLC的金相切割機控制系統

0 引 言
金相切割機是金相取樣分析過程中的重要設備之一,主要用于金相試樣的截取和各種材料的下料、切口等,廣泛應用于機械、冶金、汽車、航空航天等領域。目前,國內金相試樣切割設備形式多樣,以微處理器為基礎的各種制樣設備代表著金相制備的先進技術,但是自動化程度較低,不能直接對較大零件進行取樣。為了滿足行業的要求,促進金相事業的發展,需要設計高精度、高性能和方便操作的金相切割控制系統。這里根據金相取樣的特殊要求,設計以PLC為核心的控制系統,采用觸摸屏作為人機交互設備,彌補了PLC在人機交互方面的不足,大大減少了輸入/輸出點數,方便操作與維修,為用戶提供了友好的人機界面。
1 工作原理
金相切割機控制系統是金相取樣的專用設備。為了保護金屬試樣的組織結構和特性,對于不同屬性的金屬應采取不同的切割速度和切割模式。在該系統中,設置了三個操作窗口(測試操作、手動操作、自動操作)和一個高級設置窗口,一個切割過程觀察窗口。其中,自動操作包括三種模式:勻速切割、進三退一切割、逐層切割。不同切割模式的用戶可以在觸摸屏的不同窗口設定需要的切割工藝參數,再通過PLC設定與之相應的參數調用控制指令,驅動切割機按照要求對金相試樣進行切割。其中,PLC與變頻器通過串行通信方式對三相異步電機調速,采用USS協議對電機的運行狀態進行控制和監視。
2 控制系統的設計要求及思路
根據金相切割機發展狀況和市場需求,本著提高效率,增強可靠性能,提高性價比的原則,設計的金相切割機應實現以下功能:能夠根據零件尺寸的不同選擇不同的切割方式;在過程控制中,能夠根據不同的切割材料、硬度、尺寸調節切割速度;根據零件寬度或長度,確定砂輪的進刀速度、軸的運動速度和位移量;根據砂輪片磨損情況和零件直徑,確定砂輪切割的快進位置和退刀位置;能自動控制監控切割量、進給速度、主電機轉速等切割參數;人機交流界面便捷、美觀。
為了滿足切割及控制的技術要求,同時也為了提高機械產品的自動化程度,這里著重從PLC控制和觸摸屏設計兩方面對金相試樣切割機進行了研究。
3 硬件系統設計
切割機系統的主要組成見圖1所示的系統整體設計框圖。
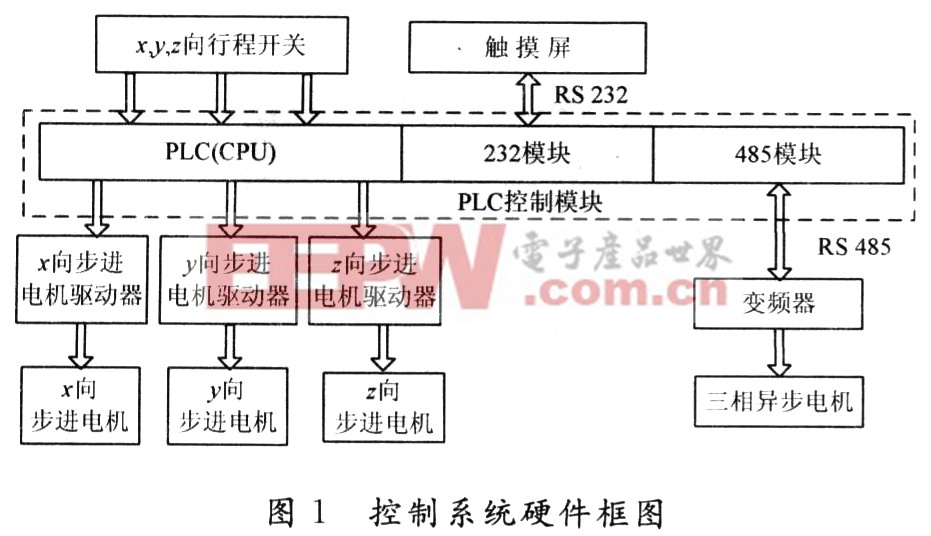
系統的執行部件主要包括一臺三相異步電機和三臺步進電機。三相異步電機采用變頻器進行變頻調速,步進電機由專用的驅動器驅動,控制系統核心PLC控制器發出控制命令信號,使異步電機和步進電機協調運動,完成切割過程。










評論