自動剪板機控制系統設計與實現

0 引 言
隨著微型機控制技術的發展,單片機以其獨特的性能及優越的性能/價格比獨占鰲頭,愈來愈受到人們的重視,特別是在家用電氣、工業過程控制及智能化儀器中有應用極為普遍。自動剪切機順序控制系統的應用就是一個典型的例子。下面就是運用單片機8031設計的自動剪板機控制系統的介紹,該系統已投入生產使用,運行穩定可靠,控制精度高,維護使用方便。本系統是應企業要求開發研制的,是一種經濟實用型數控系統。它保存原有機床的主體結構,增加自動進料、卸料、剪切、數控定長等功能載體。
1 設計系統要求
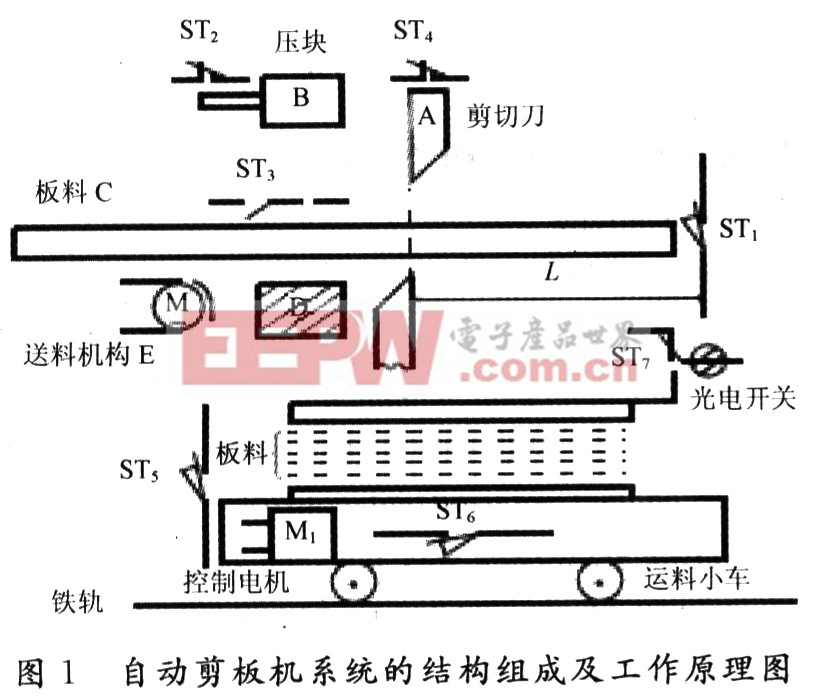
自動剪板機系統的結構組成和工作原理圖如圖1所示。該系統可按照要求剪開大塊板材,并由送料小車運到包裝線或各用料點。未動作時,壓塊及剪切刀的限位開關ST2,ST3和ST4均斷開,行程開關ST1和光電接近開關ST7也都是斷開的。剪切刀、壓塊及選料機構分別由交流電動機傳動,運料小車由直流控制電機拖動。其工作過程如下所述:
(1)讀入限位開關ST6的狀態,判小車是否空載,若是空載,則可開始工作。
(2)啟動送料小車,并使其到位,此時限位開關ST5閉合。
(3)SSRe通電,啟動送料機構E,帶動板料向右移動。
(4)當板料碰到行程開關ST1時,停止送料,同時SSRb送電啟動壓下機構,壓下壓壓塊B,并使壓塊上限開關ST2復位閉合。
(5)當壓塊到位,壓緊板料時,壓塊下限開關ST3被閉合。
(6)SSRe通電,這時啟動剪切刀機構,控制剪板機剪刀下落,此時ST4復位閉合,直到把板料剪斷。當板料下落通過光電接近開關ST7時,ST6輸出一個脈沖,并使8031計數器加1。
(7)判斷小車上的板料是否夠數,如果不夠,則繼續重復啟動送料機構以后的步驟(3)~(7)。一旦夠數,則使控制電機通電,運料小車的控制電機正轉,小車右行,把切好的板料送至包裝線或各用料點。板料卸下后,再啟動小車反轉,重新返回到剪板機下,并開始下一車的剪切裝料工作。
板料的長度L根據需要自由進行調整,每一車(捆)板料的數量可由機器鍵盤給定,也可通過撥碼鍵盤加以設定。固定剪切包裝線或送往各用料點的板料計數值可任意更改,而由軟件系統完成。
2 硬件系統設計
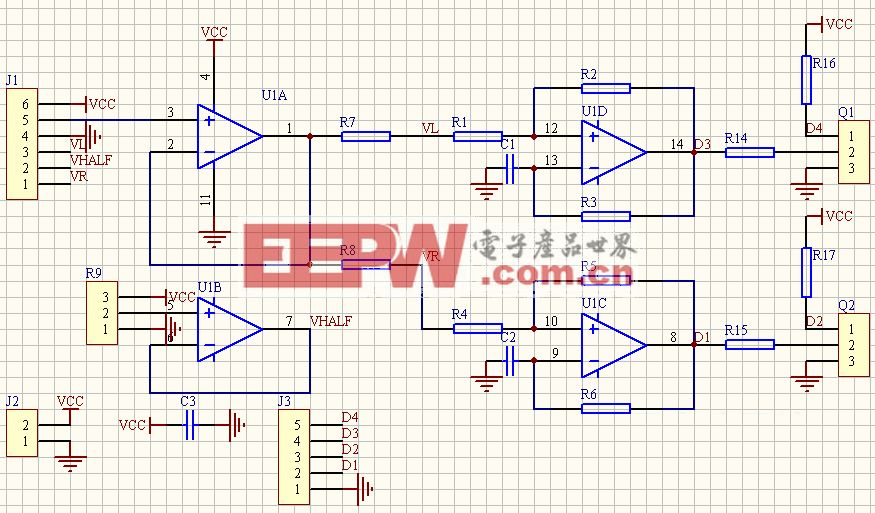
利用8031單片微機實現自動剪切機生產過程控制的硬件設計電路圖2所示。

系統主要由單片機8031,一個2716可讀可寫存儲器,7個開關量(ST1~ST7)輸入,3個固態繼電器控制接口,以及一個電機雙向控制接口;另外,還有一個計數器,用來對剪切下來的板料進行計數。圖2中,74LS273-1#為地址鎖存器,8031內部定時器/計數器0用作板料計數器;74LS273-2#為I/O擴展接口,其地址為7FFFH。這里用1D~6D作為開關量輸入位,分別接ST1~ST6,將P1.0和P1.1兩位用作雙向電機(即可逆直流電動機M1)控制,以便使小車前進或后退。用P1口的P1.2~P1.4,3位分別控制剪板機、壓塊和送料機構的交流傳動電動機,以完成剪切、壓下和自動送料等操作。為了提高系統的抗干擾能力,使硬件系統設計簡便其采用全浮空技術,即開關量各輸入端均接有光電隔離器;控制輸出采用光電隔離固體繼電器。
電容式接近開關相關文章:電容式接近開關原理






評論