基于PLC和脈沖伺服在枕式包裝機上的應用

l 補償區域
得到凈補償值以后就需要對從動軸的運動速度進行補償,為了保證橫封橫切時包裝物輸送速度的平穩性,需要避開主動軸和從動軸的同步區域進行補償工作。補償區域的設置如圖9所示。
SHAPE * MERGEFORMAT

圖 8. 補償量計算和補償點選擇說明
SHAPE * MERGEFORMAT

圖 9. 補償區域說明
3.5 采用切刀近點信號或軟件方法避免誤色標信號誤檢測
從上面的系統工作流程中可以看出,系統將不斷檢測色標,并根據檢測到的誤差,對送膜軸的運行進行補償,確保橫封橫切的位置準確。但包裝膜上也有可能存在污染或其他印刷圖案,容易引起色標檢測的誤檢測。為解決此問題,在系統中引入切刀近點信號,以此信號作為色標檢測的起始信號,在此范圍以外的區域將不進行色標信號的檢測,如圖10所示。
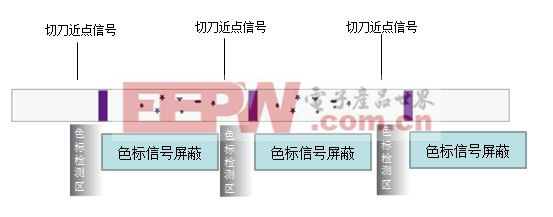
圖10. 色標檢測區域示意
需要說明的是,這種通過對色標信號的屏蔽來限定色標檢測區域的功能也可以通過純軟件的方式來實現,使得系統更加簡潔。即以切刀傳感器信號為基準(不是切刀近點信號),設定發生切刀動作后一定長度才啟動色標信號的檢測,從而達到屏蔽色標檢測干擾的效果。具體的設定位置長度可根據包裝物的長度以及設備的相關尺寸來計算,并通過設定相關參數完成。
4. 結束語
利用iPack2000組建多軸枕式包裝控制系統,有如下的優勢:
(1)系統簡單、結構緊湊。
由于iPack2000內建了電子凸輪和車標抓取和補償功能,而且智能驅動器可以直接和HMI連接,使得系統的組建顯得更為簡潔和方便。
(2)顯著價格優勢和性能優勢
由于電子凸輪、同步、跟隨功能內置于iDrive內部,系統的凸輪功能無需通過上位PLC來進行,直接在驅動器級就實現了同步和跟隨的功能,系統的響應速度和控制精度都有了顯著的提升。而原先的PLC可以直接省略或選擇功能更小的PLC,從而達到了節省投資的目的。
基于我國自主知識產權智能伺服技術的多軸伺服枕式包裝機控制系統iPack2000采用總線型控制架構,內置運動控制器,內建電子凸輪、多軸同步飛剪、多軸跟隨,高速色標實時補償,內置PLC完成I/O功能,全部運動控制均在伺服驅動器級別完成,系統響應快,結構簡單,擴展性強,可廣泛應用于各種多軸枕式包裝機,造價低廉,比進口產品節省成本超過50%,將逐步成為枕式包裝行業控制系統的主流方案。











評論