基于ARM9的數(shù)控銑床系統(tǒng)設(shè)計方案

2.4 插補(bǔ)算法與刀補(bǔ)算法
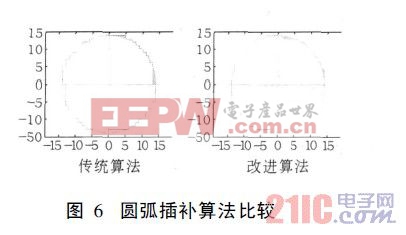
數(shù)控銑床控制系統(tǒng)使用逐點(diǎn)比較法實現(xiàn)直線和圓弧插補(bǔ)算法。以刀的當(dāng)前位置為起點(diǎn),以G代碼給定位置為終點(diǎn),在其間的直線或圓弧上插入擬合點(diǎn),根據(jù)這些點(diǎn)產(chǎn)生一系列三坐標(biāo)脈沖信號。逐點(diǎn)比較法的缺陷是圓弧插補(bǔ)只能走x 或y 方向的正交線,而缺失了最應(yīng)該在圓弧插補(bǔ)中出現(xiàn)的由x、y 方向合成的±45/135°斜線,系統(tǒng)根據(jù)圓弧相對于x 或y 軸的傾向性,使插補(bǔ)過程中在圓弧的±45 /135°附近盡量使用斜線,使得插補(bǔ)精度更高、步數(shù)更少。圖6 是由M atlab仿真得到的改進(jìn)算法和傳統(tǒng)算法的比較,如果定義理想曲線和擬和曲線的誤差為兩曲線相夾的面積(圖中灰色部分) , 可看出改進(jìn)算法的誤差較小。
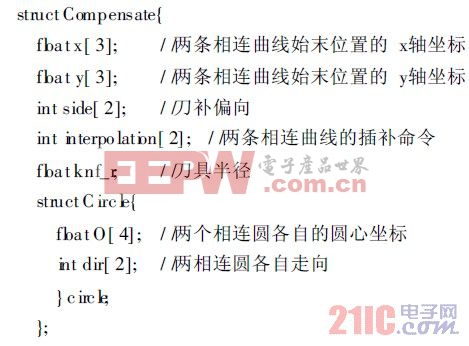
編寫加工程序時,一般只考慮刀具中心沿零件輪廓切削,而忽略刀具半徑對加工的影響,在實際加工時需要在刀具中心與刀具切削點(diǎn)之間進(jìn)行位置偏置,補(bǔ)償上述影響。這種變換過程即為刀具補(bǔ)償。系統(tǒng)采用的是帶有過度連接的C刀具補(bǔ)償算法,該算法比較復(fù)雜,與許多因素有關(guān),為此定義了一個結(jié)構(gòu)作為刀補(bǔ)函數(shù)的參數(shù),該函數(shù)更改插補(bǔ)始末位置、增加過渡曲線實現(xiàn)刀補(bǔ)功能。參數(shù)結(jié)構(gòu)如下,
3 結(jié)論
以ARM9微處理器為硬件平臺,免費(fèi)的Linux操作系統(tǒng)為軟件平臺,開發(fā)了嵌入式數(shù)控銑床,實現(xiàn)了對步進(jìn)電機(jī)和伺服電機(jī)的控制。 在對制作的電路板和編程的系統(tǒng)程序?qū)嶒灥幕A(chǔ)上表明,與傳統(tǒng)數(shù)控系統(tǒng)相比,嵌入式數(shù)控系統(tǒng)發(fā)揮了其耗能少、成本低、體積小等優(yōu)勢。






評論