基于ARM9的數控銑床系統設計方案

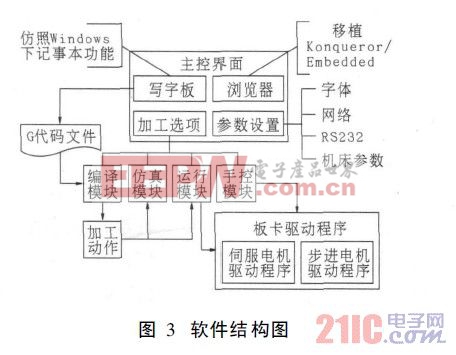
傳統數控系統的使用流程是先由用戶編輯G代碼或其它格式的加工文件,數控系統根據該文件中代碼的意義,控制刀具做出相應的動作。所以在軟件方面,系統需要提供文本編輯功能、對加工文件的編譯功能、電機驅動功能等。為了使用戶驗證加工程序的正誤,系統還要提供仿真功能,將走刀過程展現給用戶。
為了實現網絡功能,本系統還移植了嵌入式瀏覽器Konqueror/Embedded, 這是一款自由軟件。由于瀏覽器可以訪問HTTP、FTP、SMTP、NNTP等多種不同協議的服務,故安裝瀏覽器可謂一舉多得,移植過程參考文獻。軟件結構如圖3所示。
2.1 操作系統平臺的搭建
2.2 伺服電機和步進電機驅動程序
伺服電機需要的信號是PWM 波形控制信號,因此伺服電機驅動程序主要是實現脈寬調制。這個脈寬調制是利用一個定時器,并根據由SPWM 算法得到的延遲時間,控制一個通用I /O 端口高低電平持續時間得到的。系統產生的PWM 波形如下圖4所示。
而在三個步進電機的設備驅動程序中,向步進電機發送連續信號定義為寫操作; 從8253中讀數據定義為讀操作; 由鍵盤控制各電機動作作為自定義操作。
2.3 G代碼編譯
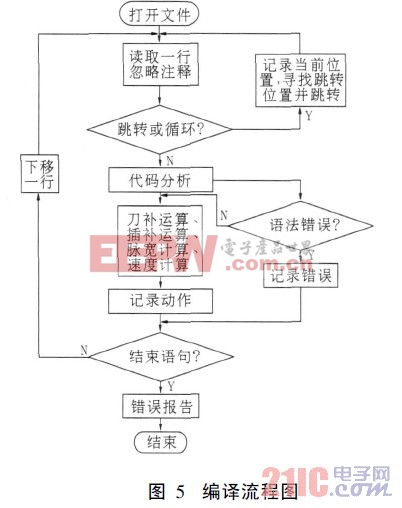
G代碼是國際通用的機床加工代碼,其編譯的思想是: 首先將G代碼文件讀入流中,逐行分析其意義,并且帶有查錯功能。當遇到子程序跳轉時記錄文件指示出其位置和循環次數時,子程序返回后從記錄位置繼續執行;遇到主軸旋轉時,在編譯文件中寫入旋轉標志和PWM 的脈寬; 遇到插補命令時寫入脈沖標志和每步的三坐標脈沖信號諸如此類。最后生成記錄整套加工步驟的二進制文件。編譯流程如圖5所示。






評論