PLC異步電動機控制系統研究

摘要:本文設計了一種基于PLC的異步電動機調速與定位綜合控制系統,應用模糊-PI復合控制算法實現了異步電動機的速度控制,應用比例因子自調整模糊控制算法實現了異步電動機的位置控制。該系統集異步電動機速度控制和位置控制為一體,達到了一定的控制精度。
本文引用地址:http://www.104case.com/article/161908.htm1 引言
在加工設備和機床的主軸伺服系統中,主軸應兼備速度和位置控制的功能;在住宅小 區和高層建筑的恒壓供水系統中,要求電機有較高的調速性能;在煉鋼轉爐的準確定位、堆垛機械的位置 控制系統中,要求電機有精確的定位功能。在上述應用場合中,異步電動機以其大功率、高性價比的獨特 優勢而占有一席之地,但同時其調速性能和定位性能卻不甚完美,尚需完善。
2 硬件設計
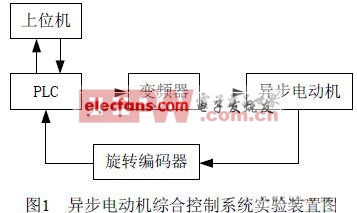
異步電動機綜合控制系統硬件如圖1所示。圖1中,上位計算機和PLC通過變頻器對異步電動機進行速 度和位置控制。通過旋轉編碼器的脈沖計數值可以獲得異步電動機的速度和位置信息。脈沖計數由PLC完 成,并不斷與上位機通訊,將計數值傳送給上位機。上位機根據PLC傳送過來的脈沖計數值得到速度和位 置信息,根據不同的控制策略,得到輸出控制量——速度給定值,再傳送給PLC,經過PLC的A/D轉換模塊, 將速度給定值的模擬量送到變頻器的模擬控制端進行控制,形成閉環控制。
在系統實驗中,異步電動機采用YZA5*S 三相180W 異步電動機,額定電壓380 伏,額定頻率50Hz, 額定轉速1400r/min,額定電流0.66A;旋轉編碼器采用的是E6B2-CWZ6C 型三相旋轉編碼器,分辨率為 1000P/R(采用上下計數方式可達4000P/R),額定電壓5VDC-5%~24VDC+5%,集電極開路輸出;變頻器為西門子公司的MICRO MASTER440;PLC 采用OMRON CQM1H。
在開環控制工況下,MICRO MASTER440 變頻器可以通過BOP 板或者數字量輸入端口接收啟動、停 止、正反轉等指令控制電機運行方式,并通過BOP 板、模擬量輸入端口和數字量輸入端口三種方式接收 速度調節指令。此系統實現的是閉環控制,因此由PLC 的開關量輸出端口向變頻器的數字量輸入端口發布 電機運行方式的控制指令,同時由PLC A/D 轉換模塊的輸出端口向變頻器的模擬量輸入端口發布速度調節 指令。
CQM1H PLC 提供了一個RS232C 通訊口,用電纜將其與上位計算機串口相連,即可構成一個簡單的 監控網絡。上位計算機實現監控功能,包括人機交互界面的顯示、控制指令和參數的輸入、復雜控制算法 的實現、實驗結果曲線的顯示、數據的存儲、打印等功能。上位機和PLC 之間的通訊采用CQM1H 所要 求的固定格式的通訊協議。
3 軟件實現
3.1 通訊與監控功能的實現
為實現 PLC 與上位機之間的通訊功能,必須分別對PLC 和上位機進行設定。在CQM1H 中,需要對 系統存儲區的相關字節進行設定,確定串行通訊的波特率、起始位、數據位、停止位等通訊幀格式。如將 DM*6 設定為:波特率9600K、偶校驗、起始位1 位、位長7 位、停止位2 位等。 在上位計算機中,采用高級語言編寫程序代碼實現通訊和監控功能。這里采用 Visual Basic 語言,該 軟件易于上手,既具有Windows 所特有的優良性能和圖形工作環境,又具有編程的簡易性。在Visual Basic 中有一個專門的串行通訊控件——MSComm 通訊控件,通過該控件可以設定通訊幀格式,實現通訊功能。 具體設定步驟如下:
MSComm1.CommPort = 1
MSComm1.Settings = 9600,e,7,2 ;設定通訊幀格式
MSComm1.PortOpen = True ;打開通訊端口
MSComm1.InBufferCount = 0 ;清除接收緩沖區
MSComm1.OutBufferCount = 0 ;清除發送緩沖區
MSComm1.InputMode=ComInputMode Text ;數據以文本形式取回
上位機對CQM1H 的監控方式有兩種。一種是由上位機向PLC 發布初始命令,要求PLC 返回相關運 行數據,進而根據該數據進行結果顯示和控制運算,并向PLC 發布控制指令,直接改變PLC 的數字量或 模擬量輸出,實現速度和位置控制;另一種是由PLC 主動向上位機發送初始命令,提供相關運行數據,上 位機接收數據并根據該數據進行結果顯示和控制運算等。這里采用前者。
為與 CQM1H 的通訊數據格式匹配,上位機發送命令的格式如下:

發送命令必須以@打頭,節點號指出與上位機通訊的PLC,頭代碼為兩字符命令代碼,正文設置命令數據,FCS 為組檢驗序列,終止符固定設定為*與L。
PLC 的響應格式如下:

尾代碼返回完成狀態(是否有錯誤發生),正文只有在有數據時才返回。當數據長于131 個字符時, 可分組傳送。PLC 返回的數據為ASCII 形式,由于自動加入了@、節點號、FCS、終止符等,需要在上位 機中編寫相關的處理程序,在通訊正常的情況下截取所需要的數據內容。








評論