簡單介紹過程控制在空分裝置中的應用

2.2.2 控制原理
對于每個控制回路來說,不同的氧產量值,對應著不同最佳設定值。在ALC系統內部設置了一套自己的專家控制系統,它是由上千組不同氧產量值對應不同控制回路的最佳經驗設定值組成。每次變負荷之前,系統根據當前各控制回路的工藝值、當前氧產量值、輸入的氧產量變量值、設計氧產量的最大最小值,計算出各控制回路的最終目標設定值和當前狀態(OK或ERRO);并且在從當前氧產量向目標氧產量的變化過程中,按照每次改變量不能超過上次氧產量值的5%的原則,每5s改變一次氧產量值,即每5s計算并發送一次各控制回路的設定值,并計算出完成本次變負荷所需要的時間,再由氧產量和完成變負荷的時間構成一個一次函數,這就是斜坡方程。該斜坡方程控制曲線如圖3所示。ALC系統每次運行都是按照這一計算好的斜坡方程軌跡運行,直到運行時間結束。ALC系統控制運行流程圖如圖4所示。
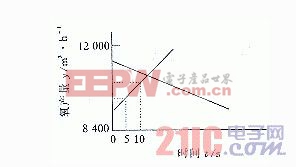
圖3 斜坡方程控制曲線示意圖
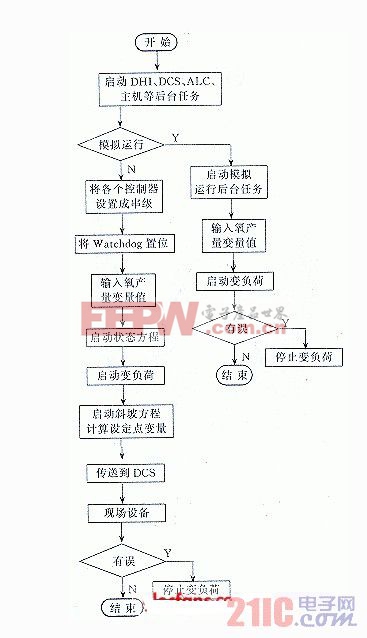
圖4 ALC系統運行流程圖
2.3 PLC局部控制
PLC局部控制由4臺SIEMENS S5-115U 945和1臺三菱MELSEC A1S PLC組成,用來完成主廠房內空壓機等大型主體設備的啟動、停止、運行的邏輯控制,回路控制及運行狀態監視。
3 通信方式
3.1 DCS系統通信方式
該集散控制系統采用了INFI-NET環、控制總線(Controlway)和輸入/輸出擴展總線3層通信結構。
(1) INFI-NET環是一個無主站、封閉環路、緩沖器插入型的環行通信網絡,由一對冗余的同軸電纜和相應的通信端子單元構成,最多支持250個節點,通信速率為10Mb/s。
(2) 控制總線是一個1Mb/s的串行通信鏈,最多支持32個多功能處理器,允許過程數據、文件數據和計算機數據的交換,也能處理組態下裝和參數整定,并可通過網絡處理模件從INFI-NET環接收或發送例外報告。
(3) 輸入/輸出擴展總線處理數字量I/O模件和模擬量I/O模件與多功能處理器之間的數據通信。它是一個高速并行通信通道,其總線寬為8個數據位,傳輸速率為0.5Mb/s。
3.2 ALC系統與DCS間的通信
ALC系統通過計算機的網絡接口模塊與INFI-NET環相連,它與DCS間的通信要經過DCS驅動器,將數據轉換成兩個系統都能接受的協議形式。通信示意圖如圖5所示。

圖5 ALC與DCS通信
4 結束語
該集散控制系統于1996年11月開始調試,1997年9月20日通過考核驗收,自動控制系統運行穩定,控制功能和控制精度符合生產工藝的要求。當氧產量從70%上升到100%時,ALC所需時間約為40min;氧產量從100%下降到70%時,ALC所需時間約為60min,耗電量是100%工況時的77.7%,大大降低了生產能耗,提高了經濟效益。該系統基本達到無人控制,產品各項指標均達到合同要求,且重要的工藝參數可通過以太網傳送到廠級管理計算機,對于冶煉用氣的合理調度具有重要意義。






評論