運動控制卡在數控沖床系統的成功應用實例

1、概述
作為基于PC機的上位控制單元,運動控制卡在專機系統的開發過程中,具有更大的靈活性和開放性。使得用戶能在短期內開發出功能強大的運動控制系統。正因為以上的特點,專業運動控制卡不僅在機床行業得到大量推廣使用,而且在在許多小型專機系統中也得到廣泛地應用。本文將以步進機電公司MPC01系列運動控制卡為例,介紹單軸運動控制卡在數控沖床進給系統中應用。
2、數控沖床運動控制系統
(1) 系統執行機構及上位控制器:
在數控沖床的單軸送料系統中,要求執行電機的空載響應時間在40—60ms以內。而步進電機的響應時間(一般在200ms左右)不能滿足該系統快速響應的要求,故本系統選用松下公司交流伺服電機MSMA750W和DMC301A分別作為執行電機和上位控制器。
下面為該運動控制系統電路接線圖:
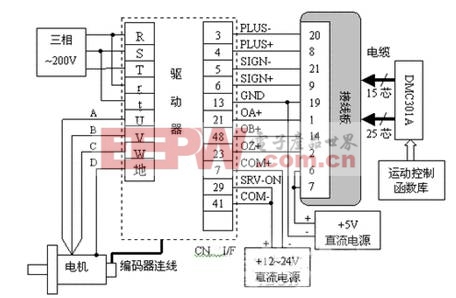
DMC301A與MINASA系列的接線圖
(2) 系統軟件控制部分
該系統軟件采用VB來進行編程。由于MPC01運動控制卡配備了功能強大的動態鏈接庫(DLL),用戶可以很快在Windows系統環境下開發出自己的運動控制系統。而且針對Win的多任務機制,MPC01運動控制卡采用了虛擬設備驅動(VXD)技術,很好地解決了Win環境下的控制系統的實時性問題。在程序進行初始化時,利用聲明模塊(MPC01。BAS),以頭文件的形式將動態鏈接庫進行鏈接后,用戶就可以象調用Windows內部函數一樣來調用板卡的運動控制函數。
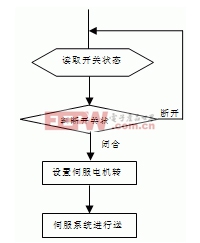
在沖床的工作過程中,要求機床滑塊升起后,伺服送料機構才能開始進行送料,而在滑塊落下前,送料機構必須完成定位過程。所以要求該系統的軟件部分必須使機床的滑塊與送料機構之間的動作協調一致。該系統利用MPC01卡的狀態查詢函數來判斷沖床滑塊的位置,來決定是否發命令給伺服電機進行進給運動。從而達到使滑塊和送料機構之間的動作協調一致。

伺服電機相關文章:伺服電機工作原理





評論