基于PLC運(yùn)動(dòng)控制技術(shù)工廠培訓(xùn)平臺(tái)設(shè)計(jì)

3 平臺(tái)的調(diào)試說明
系統(tǒng)的調(diào)試步驟:
(1)確認(rèn)系統(tǒng)電源進(jìn)行正確、直流24 V輸出電壓正常。
(2)按照系統(tǒng)的接線規(guī)范,進(jìn)行接線,并用萬用表檢測(cè)有無接線短路現(xiàn)象。
(3)正確接線后,給系統(tǒng)上電,合上電源單元的空氣開關(guān),如有異常,應(yīng)立即切斷電源,如無異常,接通氣路,則可進(jìn)行單元模塊的調(diào)試。
(4)由于下載程序后龍門式加工單元會(huì)自動(dòng)回原點(diǎn),所以應(yīng)先對(duì)龍門式加工單元的傳感器進(jìn)行調(diào)試,使其均能正常工作。
(5)由于下載程序后多工位裝配單元會(huì)自檢,所以應(yīng)對(duì)多工位裝配單元的傳感器進(jìn)行調(diào)試,使其均能正常工作。
(6)下載PLC程序到相應(yīng)PLC中,下載觸摸屏程序到觸摸屏中。
(7)連接網(wǎng)絡(luò)通信電纜,用電纜將PLC、觸摸屏連接。
(8)設(shè)置變頻器參數(shù),首先將變頻器恢復(fù)出廠設(shè)置,參數(shù)為P03=3,P10=30,P970=1;然后設(shè)置參數(shù)P0003=3,P0004=0,P0700=2,P0701= 17,P0702=17,P0703=17,P1000=3,P1001=30,P1002=40,P1003=-40,P1004=45,P1120=0.2,P1121=0.2。
(9)進(jìn)行井式供料單元調(diào)試,當(dāng)有工件放入井式出料塔內(nèi)時(shí)有信號(hào)輸出。
(10)進(jìn)行傳送檢測(cè)、分揀單元調(diào)試,調(diào)節(jié)三個(gè)氣缸,使其能順暢推出與縮回;調(diào)節(jié)到位傳感器,當(dāng)料塊運(yùn)動(dòng)到位時(shí)有信號(hào)輸出,調(diào)節(jié)電容傳感器、電感傳感器,當(dāng)料塊內(nèi)裝有鋁質(zhì)或鐵質(zhì)料柱時(shí),均有信號(hào)輸出;調(diào)節(jié)光纖傳感器,當(dāng)黃色工件在其下經(jīng)過時(shí),有信號(hào)輸出,藍(lán)色工件在其下經(jīng)過時(shí),無信號(hào)輸出。調(diào)節(jié)滑槽庫滿傳感器使當(dāng)庫滿時(shí)有信號(hào)輸出;確認(rèn)傳送帶能順暢移動(dòng)。
(11)進(jìn)行機(jī)械手搬運(yùn)、倉儲(chǔ)單元調(diào)試,調(diào)節(jié)氣缸,確保氣缸能正常工作。調(diào)節(jié)接近開關(guān),使行走機(jī)械手運(yùn)動(dòng)到位時(shí),有信號(hào)輸出,使倉庫中有工件時(shí),傳感器有輸出,用觸摸屏試教各點(diǎn)坐標(biāo)。觸摸屏啟動(dòng)后,進(jìn)入如圖3所示畫面,點(diǎn)擊參數(shù)設(shè)置,出現(xiàn)如圖4所示試教畫面,試教方法如下:本文引用地址:http://www.104case.com/article/160744.htm
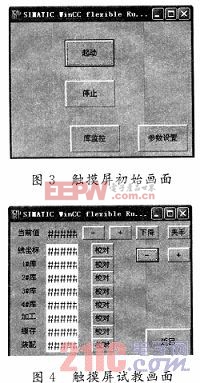
點(diǎn)擊“當(dāng)前值”旁邊的“+”、“-”可控制行走機(jī)械手的移動(dòng),首先讓行走機(jī)械手運(yùn)動(dòng)到原點(diǎn)處,這時(shí)“當(dāng)前值”為0,移動(dòng)機(jī)械手到“線坐標(biāo)”即傳送帶取物處,點(diǎn)擊“線坐標(biāo)”旁邊的“校對(duì)”,線坐標(biāo)的值即被確定,同理確定1#,2#,3#,4#庫坐標(biāo),加工、緩存、裝配點(diǎn)坐標(biāo),點(diǎn)擊夾手下面的“+”、“-”按鈕,可使旋轉(zhuǎn)氣缸旋轉(zhuǎn),點(diǎn)擊夾緊可使夾緊氣缸“夾緊”/“伸開”,點(diǎn)擊下降按鈕,可使升降氣缸“上升”/“下降”,以此配合坐標(biāo)點(diǎn)的確定。
(12)進(jìn)行龍門式加工單元調(diào)試,調(diào)節(jié)接近開關(guān),使其能正常工作,調(diào)節(jié)步進(jìn)電機(jī)電流、細(xì)分,確保絲杠滑動(dòng)順暢。
(13)進(jìn)行多工位裝配單調(diào)試,調(diào)節(jié)傳感器使其均能正常工作,氣缸均能順暢推出與縮回。確認(rèn)伺服電機(jī)沒有報(bào)警。
系統(tǒng)調(diào)試過程完畢。
4 結(jié)語
PLC運(yùn)動(dòng)控制技術(shù)工廠培訓(xùn)平臺(tái)涵蓋技術(shù)全面、設(shè)計(jì)結(jié)構(gòu)合理,能夠?qū)崿F(xiàn)與工廠應(yīng)用技術(shù)的無縫對(duì)接,遞進(jìn)、靈活的培訓(xùn)模式和先進(jìn)的控制技術(shù)提高了職工的學(xué)習(xí)興趣,讓職工能夠更好的在培訓(xùn)平臺(tái)上進(jìn)行創(chuàng)新,達(dá)到了理論轉(zhuǎn)化為動(dòng)手實(shí)操的目的,有利于促進(jìn)工廠培訓(xùn)體系的進(jìn)一步改革,培養(yǎng)創(chuàng)新型實(shí)用人才。












評(píng)論