小麥硬度檢測控制器的設(shè)計(jì)

摘要:針對面粉加工業(yè)對小麥硬度精密檢測的需要,提出了基于ARM的小麥硬度檢測控制器的設(shè)計(jì)方案。為提高系統(tǒng)的實(shí)時(shí)性和控制精度,對小麥硬度檢測的任務(wù)進(jìn)行了合理分解。根據(jù)系統(tǒng)功能,對控制器的各個(gè)部分進(jìn)行了模塊化設(shè)計(jì),分別介紹了功能模塊的實(shí)現(xiàn)和各個(gè)模塊的通信方式及伺服電機(jī)控制方法的實(shí)現(xiàn)。經(jīng)測試小麥硬度檢測控制器的成本低、攜帶方便、穩(wěn)定性好,應(yīng)用前景廣闊。
關(guān)鍵詞:小麥硬度;ARM;控制器;功能模塊
小麥籽粒質(zhì)地的軟、硬是評價(jià)小麥加工品質(zhì)和食用品質(zhì)的一項(xiàng)重要指標(biāo),并與小麥育種和貿(mào)易價(jià)格等多方面密切相關(guān)。小麥硬度不但與小麥加工工藝和最終產(chǎn)品品質(zhì)密切相關(guān),而且與小麥的制粉品質(zhì)密切相關(guān),硬度是表征小麥研磨品質(zhì)的主要指標(biāo)。目前面粉加工業(yè)已經(jīng)認(rèn)識到小麥硬度指標(biāo)的重要性。建國以來,我國一直用角質(zhì)率的大小反映小麥的硬度。該測定法具有很大的局限性,如在實(shí)際操作中不易準(zhǔn)確判斷,人為誤差大,測量工藝繁瑣等問題。研制一種高精度、高效率、便攜式的小麥硬度檢測控制器很有必要。
文中設(shè)計(jì)的沖擊式小麥硬度檢測控制器,以S3C2410為核心控制器,測量工藝簡單,工作可靠,同時(shí)也滿足了工業(yè)現(xiàn)場的實(shí)時(shí)性要求。
1 小麥硬度檢測原理分析
有關(guān)小麥硬度的方法有100多種,其中壓力法是利用壓頭或刀頭壓碎或切割方法來測定小麥硬度。這種方法需要在大量的樣品測定的基礎(chǔ)上,統(tǒng)計(jì)分析才能得出正確的結(jié)果。
本系統(tǒng)對小麥硬度的檢測是基于壓力法,將一定質(zhì)量的小麥裝入圓筒型容器中,經(jīng)過振動后以一定壓力P將其壓實(shí)。采用一定直徑D的硬質(zhì)探頭由電機(jī)控制模塊驅(qū)動伺服電機(jī)以一定速度V插入盛裝小麥的容器中,富士伺服電機(jī)的電子齒輪由α、β值決定,壓入深度H由控制器的位移檢測模塊根據(jù)伺服電機(jī)的編碼器反饋的脈沖數(shù)來得到。
![]()
此式中ρ為伺服電機(jī)旋轉(zhuǎn)一周的機(jī)械移動量,α、β為命令脈沖補(bǔ)償,ω為電機(jī)轉(zhuǎn)動的圈數(shù)。其中壓力F可以通過公式F=KU得到,其中U為壓力傳感器輸出的電壓,K為壓力傳感器的系數(shù)。根據(jù)壓入深度H與壓力F的關(guān)系和大量的統(tǒng)計(jì)分析得到小麥硬度Y。

本系統(tǒng)的控制器主要完成伺服電機(jī)的速度和方向的控制,壓力傳感器的信號采集和探頭的位移檢測的任務(wù)。沖擊式小麥硬度檢測儀的硬件系統(tǒng)框圖如圖1所示。
2 室控制器硬件電路設(shè)計(jì)
2.1 最小控制系統(tǒng)
小麥硬度檢測系統(tǒng)要完成一個(gè)通道的數(shù)據(jù)采集、電機(jī)速度方向控制、壓力探頭位移的測定和通訊等功能,外圍電路豐富。控制器要完成傳感器的數(shù)據(jù)采集,對采集的數(shù)據(jù)軟件濾波和壓力探頭位移的實(shí)時(shí)測定及相關(guān)位移數(shù)據(jù)的累加等功能,數(shù)據(jù)運(yùn)算量較大。本系統(tǒng)選用運(yùn)算速度快、抗干擾能力強(qiáng)的S3C2410做微控制器,能夠滿足本系統(tǒng)的要求。
2.2 濾波與放大電路的設(shè)計(jì)
濾波電路主要濾去信號中的紋波,提高信號的抗干擾能力。根據(jù)無源低通濾波電路原理,本系統(tǒng)設(shè)計(jì)了一種改進(jìn)的濾波電路,如圖2所示。傳感器輸出的差分信號通過電阻R21、R23右端進(jìn)入系統(tǒng)。其中電阻R21、R23和電容C149、C150一起組成了對地低通濾波結(jié)構(gòu),目的是濾去差分信號中的高頻噪聲干擾。并聯(lián)滌綸電容C181、C141能夠很好地衰減掉差模噪聲。高精密電阻R20、R22和鉭電容C173組成低通濾波結(jié)構(gòu),濾掉了截至頻率以上的信號,再經(jīng)過滌綸電容C34、C35衰減掉了共模噪聲。壓力傳感器輸出的差分信號是mV級的電壓信號,很容易受到外界的干擾,必須進(jìn)行放大處理才能送到ARM處理器中進(jìn)行AD轉(zhuǎn)換。
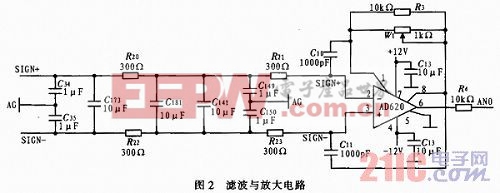
AD620是一種低功耗的儀用放大器,特別適合做小信號的前置放大級,理論上可以放大1 000倍,在此系統(tǒng)中可以通過圖2電路中的電位器W1對放大的倍數(shù)進(jìn)行調(diào)整。

伺服電機(jī)相關(guān)文章:伺服電機(jī)工作原理






評論