基于光纖網絡的皮帶秤聯網系統的設計與實現

根據現場各皮帶秤地理位置的分布特點及客戶現有的傳輸線路硬件條件,本著先進實用、高性價比的原則,選擇了以光纖為主要傳輸載體、光纖收發器和ADAM4520通訊轉換模塊為數據傳輸處理設備的遠程數據傳輸局域網系統,系統的組成框圖如圖1所示。本文引用地址:http://www.104case.com/article/155309.htm
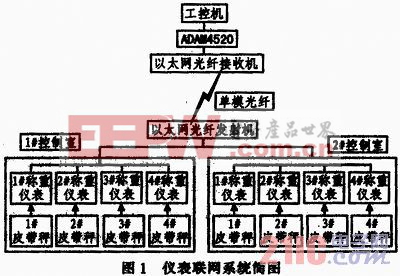
本系統的設計思路如下:首先,分別將現場兩控制室內的四臺稱重儀表通過四芯通訊電纜并聯,再將兩控制室并聯接至以太網光纖發射機;然后,光纖發射機將傳輸數據由電信號轉換為光信號通過光纖傳輸至光纖接收機,光纖接收機將接收數據由光信號轉換為電信號,并發送給485轉232的轉換模塊ADAM4520;最后,ADAM4520完成與工控機之間的數據通訊工作。
儀表及相關通訊設備的設置過程如下:首先,設置各稱重儀表的地址編號,設置儀表通訊模式為485方式,數據傳輸方式設置為命令方式(即工控機按儀表地址分時讀取不同儀表的計量數據時,儀表才會上傳數據);然后,對光纖網絡收發器進行相關設置,如通訊方式、波特率等;最后,對485-232轉換模塊ADAM4520進行設置,調整其工作狀態為最佳。
2 系統軟件的實現
本系統采用可視化編程語言VB來設計工控機的前臺界面及數據的接收、處理和顯示等功能;考慮到本系統是一個中小型數據庫的應用,并且有管理的網絡化要求,所以選擇微軟公司的SQL Server2000作為系統的后臺數據庫管理系統。
本系統中由于有8臺稱重儀表,如采用自動實時將各自數據通過串口上傳至服務器工控機,則會出現數據的混亂、產生大量的亂碼,無效數據太多以至上位機無法正常顯示各皮帶秤的稱量數據。經過現場多次調試,最終采用了按儀表地址編程定時讀取各稱重儀表數據的方法,即某一時刻,工控機發送一條帶有地址信息的數據讀取指令,這條指令各儀表都能收到,但是只有地址相匹配的儀表才會有響應,向上位機發送它的測量數據。
本系統的數據接收是采用了可視化編程環境VB的串行通信組件來實現的。當工控機的串口接收到數據時,VB串行通信控件會自動產生On Comm事件,此事件可用來處理所有與通信相關的事件,不管是何種事件發生,通信控件只用一個CommEvent的屬性予以代表。使用事件程序的好處是不需要一直讓程序處于檢測的狀態下,只要事先將程序代碼寫好,一有事件發生,就會直接執行相對應的程序代碼。本系統中通信控件的OnComm事件觸發后,要實現的功能為根據稱重儀表的通訊協議從接收的數據幀中取出相應的稱重信息,并實時地顯示和存儲到SQL Serv er2000的數據表中。
3 應用結果
隨著我國信息產業的飛速發展,智能工程、工業過程測控也正在朝著電子化、信息化、網絡化方向發展。本系統正是根據客戶對數據管理、生產監控的網絡化和遠程化的要求而進行設計的,由于采用了485串行通訊總線進行通訊,并采用光纖收發器通過光纖將數據進行遠距離傳輸,所以保證了計量數據的全雙工、遠距離、高速度的傳輸;傳輸線采用帶屏蔽的通訊電纜,并增加485-232數據轉換模塊ADAM4520進行通訊方式的轉換和數據的抗干擾,確保了聯網設備安全。本系統運行可靠,操作簡單,抗干擾能力強,提高了客戶的工作效率與質量。






評論