基于ARM7智能拆焊、回流焊臺控制系統的設計

2.5 人機交互界面
這部分作為人機接口,主要實現與本設計系統的交流,由液晶顯示屏(128×64)和獨立鍵盤構成。操作者可通過鍵盤選擇功能,讓系統執行特定命令或進入特定狀態,而系統則通過液晶顯示屏告訴操作者其所處的狀態或溫度曲線。從而實現可視性的人工操作與實時的輸出顯示。
3 軟件設計
3.1 嵌入式實時操作系統μC/OS-II
μC/OS-Ⅱ是一個基于搶占式的實時多任務內核,可固化、可剪裁、具有高穩定性和可靠性。實時操作系統的使用,能夠簡化嵌入式系統的應用開發,有效地確保穩定性和可靠性,便于維護和二次開發,除此以外,μC/OS-II的鮮明特點就是源碼公開,便于移植和維護,可裁剪性強。
編完程序在調試過程中經常會遇到程序跑飛或陷入死循環等問題,但本系統嵌入了μC/OS-Ⅱ操作系統,把整個程序分成多個任務,包括液晶屏顯示任務、鍵盤掃描任務、數據處理運算任務、終端控制任務、溫度采集任務,每個任務相對獨立。然后在每個任務中設置超時函數,時間用完以后,任務必須交出CPU的使用權。即使一個任務發生問題,也不會影響其它任務的運行。這樣既提高了系統的可靠性,也使得調試程序變得容易。當然有利必有弊,在系統中嵌入μC/OS- II必將增加系統的開銷,這需要系統有足夠的RAM空間。在本系統中采用了ARM7(LPC2103),帶有8k的RAM,再加上我們選擇操作系統的功能也不多(μC/OS-II操作系統可裁剪),8k的RAM已足夠用。
3.2 程序流程圖
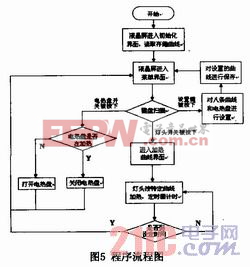
4 結束語
本設計實現了以下幾個方面的功能:(1)系統在軟件上以μC/OS-II實時系統為系統平臺,以ADS1.2為編譯器開發了適用于拆焊、回流焊工業控制系統的軟件,軟件內核采用多任務設計構架,將控制過程劃分成多個任務,按照優先級的方式輪流工作,體現了實時系統任務分配合理、響應快、可移植性好的優點。(2)控制策略方案綜合考慮了模糊控制和PID控制的特點,針對模糊控制在控制精度上的不足,采用模糊一PID混合控制的方式,充分發揚兩種控制方法的優點,以適應系統溫度受控對象慣性大、滯后性強的特性,使系統在控制策略上有了很大的改善。(3)集回流焊爐和拆焊臺于一體,使同一臺機子既能當回流焊爐用,又能當拆焊臺用,提高了硬件利用率和性價比。(4)采用高精度智能8段可編程控制全程控制,即開即用,無需預熱,小巧多用,增加了測溫補償功能,可在高溫度環境下穩定運行。
電子時代的到來對回流焊機、拆焊臺的需求越來越大,因此多功能智能拆焊、回流焊臺的設計將對電子工業的發展有很大的促進作用。
本文引用地址:http://www.104case.com/article/151109.htm





評論