基于DSPIC的工業控制系統的設計

摘要:介紹了一套基于直流無刷電機的工業縫紉機控制系統的設計與實現,該系統特點是以霍爾信號的位置和電機的速度進行估算,并在此基礎上實現對直流無刷電機的方波控制給出了控制系統硬件和軟件的實現方法。實驗結果表明:該系統的生產成本比較低,也能夠滿足工業縫紉機的調速范圍大、動態性能好等技術指標。
關鍵詞:工業縫紉機;直流無刷電機;數字信號控制器
近年來,我國服裝工業迅猛發展,對工業縫紉機的性能也就提出了越來越高的要求。以直流無刷電機為動力單元的工業縫紉機正在占領原始縫紉機市場。直流無刷電機相比離合器電機具有體積小、動態性能好、控制方便等優點。新一代的工業縫紉機控制系統大部分帶有光電碼盤作為位置反饋來計算電機的位置和速度,此系統的優點是能準確得到電機當前位置,缺點是成本較高。
本文以直流無刷電機為控制對象,提出了一種無需光電碼盤,而以霍爾信號為反饋的高性能低成本的工業縫紉機控制系統的方案。
1 系統的硬件設計
1.1 系統的性能指標
工業縫紉機大部分功能的實現最終都需依靠伺服電機控制系統完成,所以伺服系統的性能好壞是影響控制器性能的關鍵。其主要的性能指標要求如下:
(1)起停迅速。因為起停時間涉及劍服裝加工的生產效率,所以縫紉機操作人員對設備起停時間要求較高,啟停時間在200 ms和120 ms以內。
(2)定位精確。縫制過程結束后需要自動上下停針,要求機針定位精確,這影響到是否能順利切線和撥線等操作,一般要求定位精度控制在±5°以內。
(3)起停非常頻繁,一天需要工作16個小時以上,而且工作環境灰塵非常大,對控制器硬件電路的可靠性有很高的要求。
(4)調速范圍寬和速度精度高。實現無級變速,調速范圍200~5 000 r/min,速度控制精度±5 r/min。
1.2 硬件方案設計
鑒于工業縫紉機伺服系統的性能指標,硬件控制單元采用Microchip公司新推出的主要針對電機控制的16位DSC控制芯片DSP IC33F。它具有一個16位CPU和一個DSP內核,除常見外設外,該芯片有一個6通道的電機專用MCPWM控制器。此裝置大大簡化了產生脈寬調制(PWM)波形的控制軟件和外部硬件,通過編程可產生互補的三相6路PWM波形。可通過編程設置死區時間防止同一橋臂上2個功率管發生直通造成短路。芯片內既有快速DSP運算引擎,又有PIC單片機的接口驅動能力,最高可以運行至40 M IPS。芯片還為三相電機驅動控制設汁了8路PWM驅動、正交編碼器接口和12位ADC等專用功能單元。功率電路采用智能功率模塊IRAMS10UP60B為主體電路,針對工業縫紉機控制功能單一、管腳需求少和直流無刷電機驅動實時性強、運算復雜的特點,采用上述型號的DSC芯片可以構建一款簡捷的驅動控制系統,該系統所需接口少,所用輔助線路少。因此可以有效的降低成本。整個硬件系統的原理框圖如圖1所示:
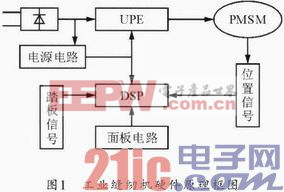
如圖1所示,交流220 V電壓經過整流濾波之后為IPM模塊提供直流電源。DSP根據捕獲的霍爾位置信號確定轉子的當前位置并計算電機的轉速。輸出的PWM經過智能功率模塊IRAMS10UP60開啟相應的MOS管,逆變產生三相電壓供給無刷直流電動。電機驅動工業縫紉機的機頭進行工作。調節調速盒可以改變電機轉速。其中IPM模塊自身帶有檢測過溫過流的電路,如檢測到過溫過流,立刻封鎖PWM波形,并且把故障信號送到DSP進行處理。

伺服電機相關文章:伺服電機工作原理



評論