鋁合金高速干切削過程智能監控及工藝研究

2.3 MQL系統的模糊控制實現
本文引用地址:http://www.104case.com/article/110840.htm模糊控制模塊設計采用NI公司的LabVIEW PID 工具包,模糊控制算法直接在Labview軟件內實現,采用查表法,使模糊控制器可以保證控制的實時性。控制過程是:切削過程中的各類加工信號通過NI PCI-6220采集卡以數字信號的形式被采進主控計算機后,并對其進行預處理求其特征值,在主控計算機的Labview環境中,與設定的標準值比較后求 出誤差和誤差的變化,通過查詢事先做好的模糊控制表,得到一個模糊控制的輸出量,再通過NI PCI-6220的一個數字輸出口,從而控制MQL系統。圖7為模糊控制的核心程序框圖。

圖8 模糊控制的核心程序框圖
2.4、基于KS(Kolmogorov-Smirnov)智能刀具磨損狀態識別
Kolmogorov-Smimov檢驗(KS檢驗)是一種非參數統計,它用于描述兩個獨立統計樣本的相似性,目前已成功運用于航天、生物工程等許多領域。項目將KS檢驗的方法應用于刀具磨損狀態識別,取得了滿意的效果,且效率較高,完全可以滿足在線智能診斷的要求。
從采集到的數據中分別提取如下三種不同磨損刀具的振動信號分別記為樣本A(新刀振動數據)、樣本B(微磨損刀具振動信號)和樣本C(嚴重磨損刀具振 動信號),時域波形見圖8到圖11。在從嚴重磨損刀具振動信號中取一段信號記為樣本D,樣本D是待識別的振動信號,用來進行磨損識別檢驗。上面所有樣本信 號產生的切削三要素、工件材料等切削條件都相同。樣本信號都經過預處理的樣本數據。樣本數據的長度都為1024個數據點,采樣頻率為20KHz。
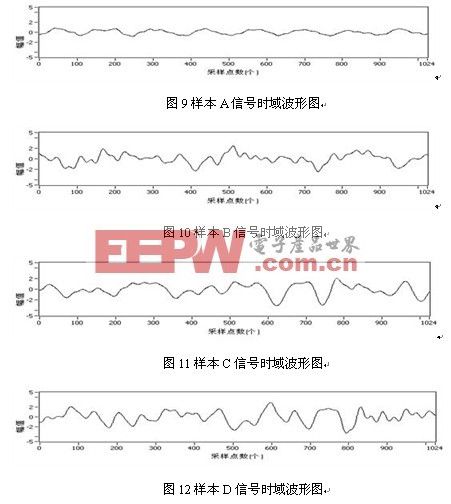
首先,要準備磨損樣本識別庫,將不同磨損劃分刀具的振動信號存入磨損樣本實例庫中,這樣就得到三種磨損(新刀、微磨損、嚴重磨損)狀態庫。在相同的切削條件下,將待檢樣本D按照圖12流程進行分類識別。

表1 樣本A、樣本B和樣本C的KS檢驗統計值表
從表1中可知,在取統計距離D=0.0601,顯著性水平![]() =0.05為門檻值,則識別的結果完全正確。
=0.05為門檻值,則識別的結果完全正確。
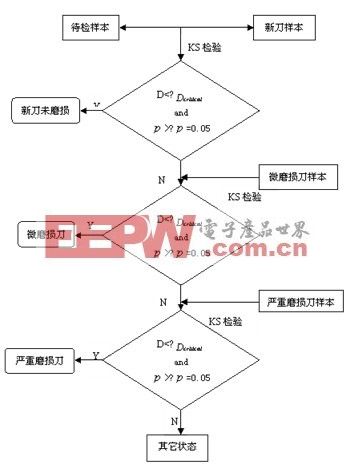
圖13磨損狀態識別流程圖
三、總結:
虛擬儀器以計算機為統一的硬件平臺,配以具有測試和控制功能硬件接口卡,通過系統管理軟件的統一指揮調度來實現傳統測控儀器的功能。與傳統儀器相 比,虛擬儀器在智能化程度、處理能力、性能價格比、可操作性等方面都具有明顯的技術優勢。本文利用虛擬儀器技術,建立了刀具磨損的在線監控系統,實時掌握 并控制加工進程中的狀態,并能夠動態地采集、存儲和分析數據,經多次試驗認證可以準確地監控刀具磨損狀態,避免一些危險狀態的出現,具有實際工程的應用價值。






評論