新興的可編程自動控制器PAC特征與應用(06-100)

該控制糸統采用厚度計量儀來測量鋼片的厚度。它以微米級的精度測量距定位點的偏差并形成模擬信號輸入到PXI硬件。然后根據液壓氣缸的壓力形成模擬電壓信號。
本文引用地址:http://www.104case.com/article/81286.htm 位移傳感器確定了液壓氣缸的位置并向控制器提供與金屬計量儀(或兩軋輥之間間距)相關聯的數字輸入信號。旋轉編碼器(TRD-K)固定在轉動的升降輥上,它顯示鋼條被軋出的速度,其示意圖示于圖3。通過利用各種傳感器接收數據,運行于PXI控制器的LabVlEW RT對輸入做出響應并生成改變液壓壓力的輸出信號,從而控制鋼條的規格。無論是厚度計量儀與位移傳感器均可采用光纖傳感器來實施。

圖4為PAC用于鋼條(或扳材)規格進行監控的高可靠閉環控制系統-自動化處理的設計方案框圖。從圖中看出該設計方案中選擇了氣壓、位移、厚度傳感器及編碼器等信號傳感撿測部分、圖形軟件LabVlEW RT(實時)、PXl/CompactPCI多功能高精度采集卡、可編程自動控制器(PAC)。
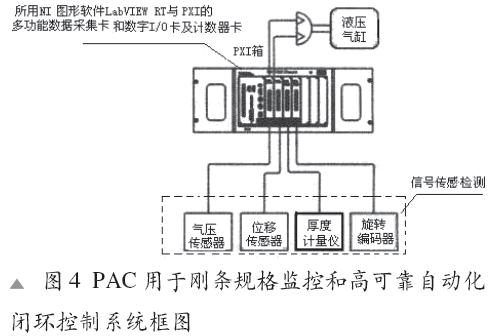
利用運行LabVlEW RT(實時)的PXI控制來實現控制系統。該PXI系統采用三種不同的模塊(見圖4所示)。我們使用NI PXI-6070多功能高精度采集卡來完成模擬輸入或輸出厚度和壓力數據。此外,用NI PXI-6608計數器/定時器卡測量編碼器的信號并確定軋輥速度(示意圖與圖3相同);使用NI PXI-6711模擬輸出模塊控制伺服閥來改變液壓氣缸的位置,從而控制鋼條的規格或厚度。又利用NI PXI-6527工業數字I/O模塊(含24條隔離光隔離輸入線和24條隔離固態繼電器輸出線)實現一個常備的按鈕式控制扳,來解決實時系統和主機發生連接中斷這樣意外事故的這一難題。這就是利用PXI和LabVIEW開發出了可靠的控制系統。
與傳統的儀器和PLC相比,我們利用NI PAC平臺提高了靈活性,降低了響應時間并改善了產品質量。眾所周知,對于基于PLC的典型系統,它的控制循環的速率為100到500ms,而使用基于PXI的控制系統,我們把該系統的循環時間降低到10ms,從而提高了輸出的質量。也利用PXI背板對測量進行同步。最后,由于利用了單一的開發環境和靈活的硬件,我們把系統的響應時間降低為六分之一,從而減少了項目所有者的綜合成本。
需要說明的是該PAC應用的鋼條 高精度監控和高可靠閉環控制糸統,同樣也可適用于板材行業(或建筑行業)
結語
由于PAC能增加所需的PC功能以用于高級控制,實時分析或連接企業數據庫,而且同時保持了PLC的可靠性。如果不只是需要集成數字I/O和運動控制,或者需要更快的計算機處理能力的話,PAC可能是非常好的選擇。為此,當今的工程師除了PLC控制外,其PAC不失為是一種最佳選擇,它正占領自動化領域,而PAC概念將在當今和未來的工廠自功化中發揮重要的作用。





評論