PLC與工控機應用分析

1系統組成
本文引用地址:http://www.104case.com/article/274822.htm某電廠化學水處理系統基礎設備具有良好的可控性,利用PLC和工業控制計算機對其進行實時監控管理,系統基本組成如圖1所示。
采用3臺西門子公司的SIMATIC S5—115U可編程序控制器控制現場的一次設備,程控系統分為3套,依次為#1補給水處理單元、#2補給水處理單元、#3凝結水處理單元。
操作員站選用兩臺研華586工控機,軟件開發平臺選用美國Intellution公司的FIX5.5組態軟件。FIX5.5是一種能完成數據采集及控制、報警、圖形數據顯示等功能的完整工業自動化軟件,該版本在WINDOWS或WINDOWSNT環境下運行,采用了圖形用戶界面,相應其內部的圖形處理是基于第三代圖形技術。
數據通信系統采用SINEC L2網,它把SIMATIC系列可編程序控制器以及工控機連成網絡。SNEC L2是令牌總線網,網絡傳輸介質是雙絞線或光纜。每個節點通過總線連接器連到總線網上,在本系統中,三臺PLC之間以及與兩臺工控機之間都實現了數據通訊。
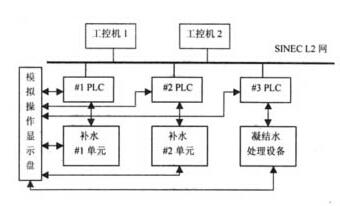
圖1 系統結構圖
該方案配置體現了分散控制系統的優點,即控制功能分散,操作管理集中。控制功能分散意味著系統實時響應快和系統危險分散,操作管理集中便于集中管理,方案配置還具有冗余特性。
2 PLC及其程序設計
2.1 SIMATIC S5-115U硬件組成及編程概要
可編程序控制器SIMATIC S5-115U采用標準的模塊式結構,電源、CPU、各種I/O模件都插在一塊母板上,并可以根據不同的I/O點數增加擴展母板,輸入、輸出模件和存儲器的精細分級,使得這種裝置具有較強的配置適應能力;通過通訊處理器和局部網,可方便地實現PLC之間及與計算機的通訊。
SIMATIC S5-115U的編程語言是STEP5,有3種表達方法,即控制系統流程圖CSF,梯形圖LAD和語句表STL.其中語句表STL最接近于機器內部的控制程序,功能也比前兩種方法豐富得多,因此在本系統實際編程應用中全部采用語句表STL.
STEP5的最大特點是采用了結構化編程方法,并提供大量標準功能塊如乘法功能塊FB242、通訊功能塊FB244等,使得編程工作大大簡化,而且所編程序條理清晰,易于讀懂、修改和測試,這一優點尤其在編制大型復雜程序時更能顯現出來。
要完成復雜任務,可以把整個程序分成一個個獨立的程序塊,STEP5有5種塊類型,即組織塊(OB)、程序塊(PB)、順序塊(SB)、功能塊(FB)和數據塊(DB),其中組織塊(OB)用以管理用戶程序,形成了操作系統和控制程序之間的接口,所有其它類型塊在此被調用執行。功能塊(FB)用于實現反復調用或者特別復雜的程序功能,這些功能塊可以是系統以標準功能塊的形式提供的,也可以由用戶自己編制。例如標準功能塊FB242就可以實現16位二進制乘法功能、FB244可以實現CPU與通訊處理器之間的數據傳送,用到這些功能時可以直接調用這些功能塊。
2.2 SIMATIC S5-115U大型程序的設計
以本系統#1補給水處理單元的控制程序為例,在組織塊OB1內主要有下面幾條語句,完成各功能塊的無條件調用。
JU FB1 (定義PLC1向兩臺工控機傳送的數據)
JU FB2 (定義兩臺工控機向PLC1傳送的數據)
JU FB231 (完成PLC1與兩臺工控機之間通訊的基本設置)
JU FB232 (完成PLC1與PLC2、PLC3之間通訊的基本設置)
JU FB4 (實現自動控制及無擾切換功能)
JU FB3 (氣動門及電動門控制)
JU FB10 (實現模擬量處理功能)
JU FB11 (報警處理)
在FB1、FB2內主要將需要通訊的數據分別寫入某數據塊如DB10的相應位,由此才能與通訊處理器中的變量取得一致。在FB231中調用兩個STEP5本身提供的標準功能塊FB244(發送數據)、FB245(接收數據),再根據通訊處理器填寫一些必要的參數如接口、作業號等,從而實現數據通訊功能。在FB232內按照通訊處理器分配的數據位,定義3臺PLC之間需要傳送的數據。在FB4內根據生產工藝流程要求及操作規范,充分利用其它功能塊及I/O模塊傳送的數據,實現系統的自動控制及無擾切換功能;針對多個被控對象相似的特點,分別編制了幾個有代表性的功能塊FB20、FB30、FB40,例如在FB4內多次調用了FB20以便解決PLC內某程序步時間和工控機畫面顯示時間保持一致的問題,而且FB20內又調用了乘法功能塊FB244.FB3根據FB4發出的自動程序步指令去控制氣動門、電動門及泵等現場設備。FB10負責所有模擬量的處理,在此調用了開方功能塊FB5.FB11根據FB10轉換出來的數據,對模擬量進行報警處理,在此一定要注意模擬量和PLC內部數字量的對應關系,以保證模擬量顯示和報警的準確性。

西門子plc相關文章:西門子plc視頻教程
雙絞線傳輸器相關文章:雙絞線傳輸器原理








評論