采用刀片法對飛秒激光束腰半徑的實時測量

圖3是對數據進行自動處理的程序,圖3(a)圖是前面板,可以看到將光功率求導得到的高斯型分布的數據進行求導得到的擬合結果中給出了.關于激光光束束腰半徑的信息。圖中初始值是進行Guassian擬合前輸入的估計數值,下面是擬合得到的結果。圖中的橫軸為電動平移臺移動的步數,縱軸分別為歸一化的光功率和及其一階導數。圖3(b)圖中顯示的是數據處理的結構框圖,顯示的是數據的流程圖。將刀片所處位置及其光功率數據作為兩列數值輸出,首先對光功率數值進行歸一化,然后調用LabVIEW軟件當中的求微分模塊進行微分,為了更為精確地求出激光的束腰半徑,對微分結果進行線性插值。使用Gaussian型擬合模塊對結果進行擬合,擬合得到的結果進行積分并與實驗測量到的數據進行比較并分析誤差,殘差保持在0.01以內。

圖3 (a)使用LabvlEW編程的數據自動處理的前面板 (b)結構框圖
使用刀片法實時測量后透鏡焦點附近的激光光束的束腰半徑,得出束腰半徑與透鏡位置的關系,發現j與接近焦點時,束腰半徑逐漸變小,這符合距離焦點越近,束腰半徑越小的原則。但當經過焦點時由于激光光束的束腰半徑最小,對應飛秒激光具有最強的峰值功率,通過計算其強度約為2.5×1017W/m2,在刀刃表面發生燒蝕作用,對刃口有了一定的破壞作用。通過這一方法可以簡單測出材料發生燒蝕的閾值功率,可見使用刀片切割強激光光束測量束腰半徑時,需要適當減小飛秒激光的入射功率。
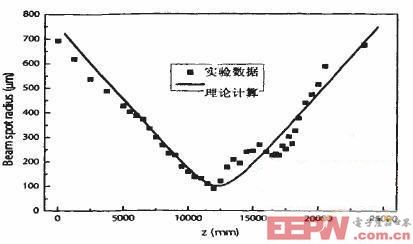
圖4 計算束腰半徑相對于激光傳播距離z的關系盈(點線為實驗結果,實線為理論計算結果)
5 結論
針對經過透鏡聚焦后的飛秒脈沖激光,使用LabVIEW編程技術對激光束腰半徑進行了在線實時地測量和計算,并闡述了測量過程和誤差分析。使用刀片法測量束腰半徑有幾個優點:(1)實現激光束腰半徑的自動化在線測量與計算;(2)使用光電倍增管或硅光二極管等較為便宜的設備作為光電探測器,將光信號轉換為電信號;(3)測量其他形狀的脈沖如hat-top,seth2型的激光脈沖,需要改變結構框圖中相應的擬合類型即可。飛秒激光聚焦后峰值功率極高,進行刀片法實驗時需要適當降低激光的入射能量,避免在刀刃表面產生燒蝕作用,影響實驗的精度。




評論