一種基于CCD技術的鋼管長度測量系統設計

鋼管精整生產線中有一道工序,要對每根鋼管的長度進行測量。目前在用的鋼管自動測長系統基本可以分為兩種:一種是使用推鋼裝置將到位靜止的鋼管前推一定的距離,通過與推鋼裝置同步旋轉的編碼器和按順序安裝的光電傳感器來計算鋼管長度;另一種是采用在線測長,即通過旋轉輥道帶動鋼管軸向平移,利用壓在鋼管上的摩擦輪的運動帶動脈沖編碼器,并結合光電傳感器來計算鋼管長度。
本研究分析了在線測長的測量原理和物理實現,以FPGA作為中央處理器,實現系統的高集成度;采用線陣CCD器件TCDl206SUP作為光電傳感器,實現對鋼管長度高精度的測量,并通過RS-485通信實現測量結果的傳輸,增強了系統的遠程控制性能和資源共享。
1 系統的測量原理
在衡鋼初軋廠被測對象為130×130連軋坯,這種坯的總長在30~40 m之間,溫度在1 000℃左右。要求實時測量出總長,再用計算機實時對此進行最佳配尺并指導剪切。此外,還要求記錄剪切后的段長結果。針對上述要求,本文采用圖l所示的測量方案。
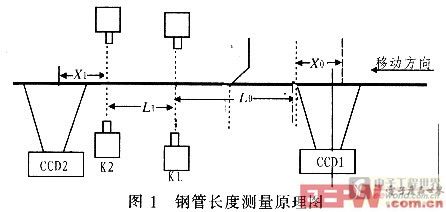
圖中:K1和K2是兩組光電開關,CCDl用來測量鋼坯的總長,CCD2用來測量鋼坯的段長,當鋼坯切頭后碰到光電開關Kl時,用CCDl相機測出鋼坯的尾部長度為X0。假設Kl到CCDl像機測量視場的左邊緣為L0,則總長為Ln+X0。測出總長后,經過計算機配尺后,由CCD2控制剪切長度,通過CCD2測出段長,當鋼坯的頭部碰上K2時,CCD2開始測量。假設CCD2測出的長度為X1,K2和剪口之間的距離為L1,則段長即為L1+X1,段長是在線實時測量、實時顯示的。測量X0,X1的過程是這樣的:由于測量對象為熱軋鋼坯,溫度在l 000℃左右,本身就是一個發光體。因此測量對象無需外用光源照明,光電開關采用主動式工作,當鋼坯運行擋住光電開關發射的信號,光電開關信號就通過測量控制板產生外部中斷信號,向計算機申請外部中斷,控制CCD攝像機進行數據采集,對采集結果進行濾波后,進行二值化處理,并進行一系列的標定、處理,即可得到被測鋼坯的長度。
分頻器相關文章:分頻器原理
評論