CMOS探測器在射線檢測中的應用

2.5 運動速度控制
由于探測器必須有相對運動才能成像,因此需要將運動速度控制在合理的范圍。如果速度不合適,則得到的圖像就存在拉伸或壓縮現象。另外,分辨率越高、圖像噪聲越低,運動速度需越低。
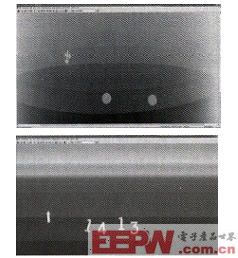
圖2 不同透照方式獲取的檢測圖像 (a)平動方式 (b)旋轉方式
平動成像中的移動速度V與探測器的曝光時間T、成像精度P、透照放大倍數M和重復掃描次數N有關:

對于旋轉方式,還需要考慮工件內徑進行計算。
2.6 檢測參數優化
最佳放大倍數Mopt與探測器的固有不清晰度Us、射線焦點尺寸d有關[2]:

經計算,最佳放大倍數Mopt=1,即成像時探測器盡量貼近被檢測工件。此外,成像質量還與選用的透照電壓、電流、焦距和焦點等參數有關。
掃描圖像的清晰度與重復掃描次數有關,圖像掃描時采用Double Graylevel選項,類似于實時成像檢測中的4幀圖像疊加(N=4)。進行檢測的速度降低了4倍,但圖像卻有比較大的改善,噪聲明顯降低,更有利于缺陷的檢出與識別。檢測圖像能夠滿足GB 3323―1987標準規定的AB級要求。
2.7 缺陷定量分析
在進行圖像尺寸測量時,需要將經過計量或已知精確尺寸的試件緊貼在被檢焊縫的一側與焊縫同時成像。每次評定前,應作一次標定,缺陷測量時進行對比或通過公式將圖像尺寸轉化為真實尺寸。為此,設計了專用的測量評片用試片(圖3),試片也可用于檢測相對運動速度是否匹配。

圖3 缺陷定量分析用試片
尺寸標定完成后,通過圖像處理方法實現缺陷定量分析。選用Canny邊緣檢測算法進行缺陷邊緣定位。接著對檢測出的邊緣進行細線化處理。然后通過搜索每條邊緣線端點為中心的5×5或更大的鄰域,找出其它端點并進行填充,完成邊緣點連接,去除邊緣檢測圖像中的間隙。再應用像素標記的方法,檢查每一目標像素相鄰點的連通性,進行閉合曲線內的目標標記。通過上述操作即可將不同缺陷標記出來以供測量用,最后完成缺陷參數計算[3]。
2.8 圖像存檔管理
檢測結果以數字圖像形式存放在計算機上,為便于對檢測圖像進行統一管理,筆者自行設計了圖像文件的管理數據庫,記錄檢測信息(工件名、檢測日期等)、成像參數和檢測評定結果等。
3 應用結論及問題分析
CMOS射線探測器具有較高的空間分辨率(61p/mm,固有不清晰度0.2 mm),檢測靈敏度高(4096灰度級)。成像質量優于采用增強器的實時成像系統,接近或達到膠片照相的水平;在圖像的對比度方面優于膠片照相方法和實時成像系統。
通過試驗優化等方法,成功地將探測器應用于平板焊縫、環焊縫和縱焊縫等大多數產品零部件的射線檢測,提高了檢測效率,降低了檢測成本。為更好地促進數字化射線檢測技術的應用,有必要在下列方面開展研究工作:
(1)復雜工件的最優化檢測及仿真[4],為檢測結果的解釋提供理論支撐。
(2)大容量圖像文件的快速讀取、處理及分析,缺陷定量分析的自動化、半自動化方法的研究。
(3)圖像文件的管理、傳輸(引入PACS模式)[5]。
(4)建立新的數字化射線檢測標準。



評論