寶鋼厚板軋機厚度及凸度測量技術

寶鋼厚板廠軋機測厚儀和凸度儀是厚板軋制過程主要產品質量特性(厚度和凸度)控制系統的測量裝置,設計產品寬度范圍到5 m,厚度范圍5~125 mm。由于產品精度要求,對于厚度和凸度控制有較高的功能和精度要求,對測量系統的測厚儀和凸度儀的實時性和準確度就有相應需求,因此采用合適的測量方法、對測量過程可能的影響量的補償技術等都是該測量系統的特點,同時測量裝置本身的技術特點也保證了它的可靠性。
1 厚度及凸度測量系統構成
寶鋼厚板廠軋機測厚儀和凸度儀是從德國IMS 公司引進的放射性同位素厚度測量系統。與其它公司以及寶鋼以前使用的測厚儀相比較,IMS 公司新的設備采用了Interbus 總線、測量信號數字化和計算機網絡以及測量通道冗余技術,整個系統的架構清晰、緊湊,簡單而又高效,代表了測厚儀及其它特殊儀表最新發展方向。
1.1 厚度及凸度測量原理
放射性同位素(137Cs)核衰變產生的γ 射線穿透被測物時,由于散射和吸收而產生強度的衰減,衰減的程度與被測物種類、厚度等因素有關,關系如公式1:

在實際應用過程中,鋼種的不同會導致其密度(ρ)不同,相應的質量吸收系數(μ)也會發生改變,對于一種具體的鋼種,只要知道其中的化學成分含量,可以利用式(4)進行計算得到合金補償系數。

在厚板軋制過程中,被測的厚板實際上是處于高溫狀態下,產品厚度需要測厚儀輸出的是冷態時的厚度,因此需要將熱態厚度根據式(5)轉換成冷態厚度。
 (5)
(5)
綜合式(1)、式(4)、式(5),經過補償后的鋼板冷態厚度為:

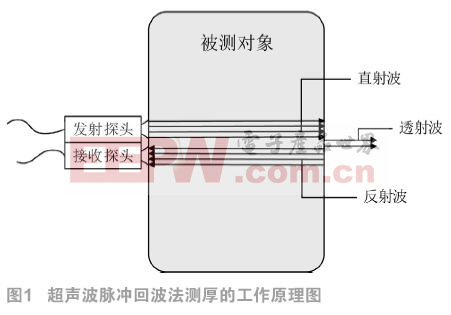
整個厚度及凸度測量系統由兩臺設備構成,分別是單點測厚儀和凸度儀。每臺設備主要部件有安裝在現場的檢測單元包括50 居里137Cs 放射源、電離室、驅動裝置等以及中央控制系統組成。測厚儀和凸度儀共用1 套中央控制系統包括中央處理單元、Interbus 總線模塊等。此外還有一些輔助設備,如冷卻水控制單元、鼓風機、壓縮空氣過濾裝置。單點測厚儀現場檢測單元直接安裝在軋機軋輥和立輥之間,由于安裝空間的限制,采用固定安裝方式;凸度儀現場檢測單元集中于可驅動的C 型架內安裝在軋機出口,離軋機機架約10 m 遠,采用三組放射源和探測器,如圖1 所示,分別定義為CS 側、CL 側和DS 側,其中CL 探測器固定測量厚板中心,CS側和DS 側探測器既可以設定要求測量厚板的邊部厚度,也可以采用連續掃描方式測量厚板邊部到中心的厚度,根據3 組探測器的測量結果形成厚板的凸度、楔度。



評論