PROFIBUS_DP技術在板坯連鑄機系統中的應用

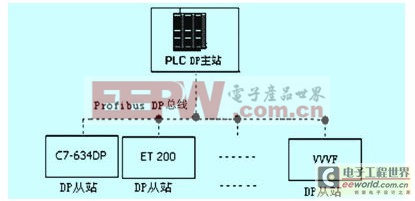
圖1系統中的主-從程序
DP主站與DP從站間的通信基于主-從原理。也就是說,只有當主站STRANDPLC請求時,總線上的DP從站才可能活動。DP從站被DP主站按輪詢表依次訪問。DP主站與DP從站間的用戶數據連續地交換,而并不考慮用戶數據的內容。圖2指出在DP主站上是怎樣處理輪詢表的。DP主站與DP從站間的一個報文循環由DP主站發出的請求幀(輪詢報文)和由DP從站返回的有關應答或響應幀組成。

圖2在DP-主站上處理輪詢表的情況
(2)PROFIBUS_DP混合總線存取控制方式。在自動化控制實際應用領域中,PROFIBUS_DP混合總線存取控制方式應用最為廣泛,適用于制造業自動化、流程工業自動化以及交通電力等其他領域自動化。使用混合的總線存取控制機制可實現主動節點(如公用PLC、鑄流PLC等)間通信的令牌傳遞程序和用于主動站(如公用PLC)與被動站(從站ET200M等)間通信的集中的主-從程序。
結合現場實際需要,連鑄機基礎自動化PROFIBUS_DP總線采用混合總線存取控制方式(如圖3),當一個主動節點公用PLC(總線站)獲得了令牌,它就行使主站功能并在總線上與其他從站(ET200M、VVVF、C7等)和主站節點(如鑄流PLC等)進行通信。在總線上的報文交換是用節點編址的方法來組織的。每個PROFIBUS節點有一個地址,而且此地址在整個總線上是唯一的。在一個總線內,最大可使用的站地址范圍是在0到126之間。這就是說,一個總線系統最多可以有127個節點(總線站)。
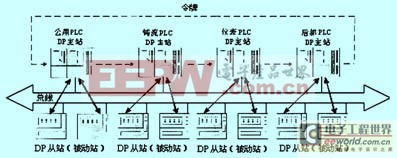
圖3PROFIBUS_DP多主站結構
3.3連鑄機系統SIMATICS7PROFIBUS網絡控制結構
連鑄機系統采用的現場總線——PROFIBUS_DP集成在SIMATICS7系統內部。分散連接的I/O外圍設備(ET200M、VVVF、C7等)通過DP協議由STEP7組態工具全部集成在系統中。這就是說,已在組態和編程階段,把分散的I/O設備(如STRANDPLC各遠程站RIOS_LC312、RIOS_LC316、RIOS_LC214等)作為類似于在中心子機架或擴展機架中的本地I/O來對待。起著類似于中心子機架的I/O模塊的作用,起著擴展功能。SIMATICS7提供集成的或插入的PROFIBUS_DP接口用于連接有更復雜功能的現場設備(如結晶器調寬MP270、操作面板C7等)。由于PROFIBUS第1層、第2層的特性和一貫執行的內部系統通信(S7功能),因此,可將編程裝置(PG)、PC、HMI等設備與SIMATICS7PROFIBUS_DP系統直接連接通訊,進行監控和操作(圖4)。






評論