基于CAN總線的自動燒結配料系統


系統操作站主要負責各智能控制器、變頻器的參數設定、數據處理、信息收集、工作狀況顯示、歷史數據查詢,并依據需要對前言設備進行冗余處理及對PLC進行編程,操作站通過CAN總線適配卡和外部CAN總線相連接,傳輸介質為雙絞線,連接到每個智能控制器和變頻器的總線接口。每個智能控制器控制一臺配料皮帶秤。
4.2 系統的過程控制實現
電子調速配料系統通常有兩種調速方式:調節圓盤給料機給料和調節皮帶輸送機速度給料。該系統采用調節圓盤/給料機進行給料。控制過程主要是通過電子配料皮帶秤對圓盤給料機輸送的物料進行計量。智能控制器接收來自稱重傳感器發送的稱重信 號和速度傳感器發送速度信號,經處理后轉化為累計值和瞬時流量,并將累計值、瞬時流量信號傳送給工業控制機(上位機)、智能調節器通過內置PID調節器,進行比較運算后自動調節PID值,用來調節變頻器,再由變頻器去調節圓盤給料機的轉速,當流量增大時,降低圓盤給料機的轉速,反之提高圓盤給料機的轉速,從而使得幾種物料的流量和階段累計量均保持在設定的范圍內,進而得到可靠的產品質量。
根據配料控制系統過程控制結構設計,系統的參數及運行過程可通過工控機進行設定和監控,也可通過手動修改PID的值,操作方便,控制可靠,整個系統實現了高度自動化,形成7個既相對獨立又相互聯系的閉環控制系統。
4.3 控制站
控制站主要由可編程控制器、智能控制器和變頻器等組成。該系統有65個監視參數和28個報警信號,組態王基本I/O變量219個,為此選用組態王256點,其硬件配置如下:
(1) PLC
選用OMRON公司生產的CQM1H型,電源單元型號為CQM1-PA203、CPU單元型號為CQM1H-CPU21、輸入單元型號為CQM1-ID212、輸出單元型號為CQM1-QC212及CPT編程軟件等。
(2) 智能控制器
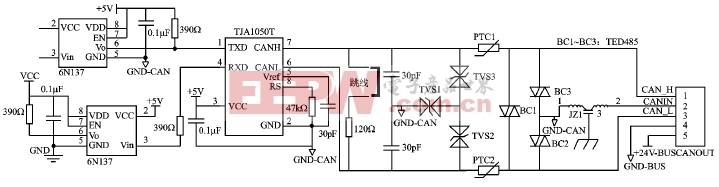
選用某公司的智能儀表,具有現場總線技術(CAN)接口,可與上位機、PLC或DCS連接,方便地實現多點控制、數據采集、接口擴充以及與上位機的通訊聯系,真正實現皮帶秤的數字化。雙CPU硬件結構,能保證在任何情況下儀表的實時性。智能PID調節,LCD顯示,漢字提示信息。顯示信息豐富、直觀,能同時顯示累計量、瞬時流量等。
(3) 變頻器
選用富士公司生產的FRN11G11S-4CX,用于調節圓盤給料機的轉速,現場控制效果很好,節約大量的能源(工作電壓約70%左右),減少對環境的污染。




評論