歐姆龍定位控制器在高速走絲線切割機的應用

隨著晶片、磁性材料等新材料應用的不斷發展,已經廣泛用于太陽能電池、下一代照明光源、納米元器件等一系列高新技術領域的基礎材料。針對這類新材料的切割與加工設備,目前主要依賴進口,其中控制器作為其核心技術,不同于一般的數控系統,因此成本過高。為了提高產品競爭力,現在國內一家民營公司采用歐姆龍cj1w-nc413定位控制器,利用其多功能速度控制、高速響應等特點,并結合歐姆龍w系列驅動器,在高速走絲線切割機得到很好的應用。
系統說明
工藝說明
線切割系統的磨削原理是使用自由研磨劑而非固定的研磨劑,因此往復式切削系統比傳統的單向切削系統具有一定的優勢。對于同種材料來說CONTROL ENGINEERING China版權所有,系統可以有更大的行程和線的移動速度,只有通過線的往復運動www.cechina.cn,才能達到理想的研磨效果。連續的供線系統和舊線回收系統,可以避免線的破損,還可促使線的張緊以保證切削線的剛性,這有利于保持切片精度,同時,最大限度的利用切削線可以有效降低消耗。動作過程示意圖如圖1所示。
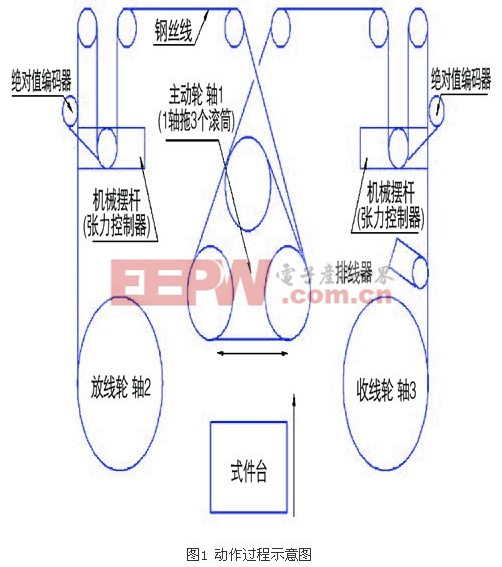
系統說明如下:
主動輪 主軸1:軸1(1.8kw伺服驅動器)帶動3個套有鋼絲線的滾筒,通過高速往復運動,對工件臺的工件進行切割加工;
放線輪 從軸2:軸2 進行鋼絲線放線www.cechina.cn,跟隨主軸運行線速度與軸1 保持同步;
收線輪 從軸3:軸3進行鋼絲線收線CONTROL ENGINEERING China版權所有,跟隨主軸運行線速度與軸1保持同步,通過收線牽引輪(即排線器)均勻收線。
設計要求
系統設計要求如下:
鋼線線行程:1400mm(一往復);
鋼絲線往返頻率:30~60次/min;
鋼絲線線速度(60次/min時):
84m/min(0~140m)正弦變化)(鋼絲線周期1min60個來回時,0~140m/min正弦變化);
鋼絲線進給:0~15m/min。
控制難點
系統控制難點:
鋼絲線在高速往復運行中的張力控制,必須保持張力穩定;
在線實時調整從軸2、3的速度,從而與主軸1保持線速度同步;
鋼絲線收放線均勻。
歐姆龍解決方案
通過控制鋼絲線在切削過程中的線速度恒定從而保持鋼絲線的張力穩定,通過cj1w-nc413的jog速度控制方式控制伺服正反轉運行。




評論