氣力輸送系統的自動化解決方案

2.1 硬件配置
(1)s7 414-4h:“熱備”模式的s7-400h
的運行是根據主動冗余原理,在發生故障時,無擾動地自動切換。因此無故障時兩個子單元都在運行狀態。如果發生故障,正常工作的子單元能獨立地完成整個過程的控制。高可靠的冗余系統確保了系統的長期穩定運行。
(2)et200m:是一種適合和冗余系統配合使用的高性能分布式io系統,配備有源底板,所有模塊可帶電熱插拔。
(3)cp341:用于和dcs交換數據不占用cpu資源,在et200站上配備了cp341,采用modbus協議通信。
(4)hmi:共兩臺工控機,一臺工程師站和一臺操作員站,兩臺hmi組態為冗余模式。
2.2 軟件配置
(1)wincc6.2:符合工業標準的高可靠性、良好開放性的新一代hmi系統;
(2)wincc/redundancy:可并行運行兩個鏈接的wincc單用戶系統或服務器pc,這二臺pc彼此監視對方,當服務器中有一個出現故障時,第二個服務器承擔整個系統的控制任務。當故障的服務器恢復運行時,所有消息內容和過程值歸檔都會被復制回恢復的服務器。
3 動態切倉解決方案及實現
3.1 功能設計
化工行業的生產具有連續性特點,送料線是氣力輸送系統和擠出系統的聯接部分,其能否穩定、可靠的長期運行將關系到整個聚丙烯裝置的生產效益。在該線的關鍵工藝-換倉處理上,目前國內基本上采用操作員手動切倉或單倉輸送模式,這兩種方式均不夠靈活、自動化程度較低,為提高輸送線生產效率、更好的體現自動化的優勢,本系統決定采用軟件實現其動態切倉功能。
3.2 技術路線
為實現動態切倉,需要plc產生并記錄以下信息:
(1)選中的料倉數量;
(2)料倉順序號;
(3)當前加料的料倉編號;
(4)當前料倉狀態,空閑、滿倉、區域等信息。
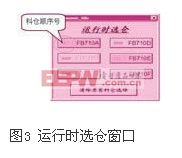
當操作員在hmi上點擊相應的料倉選擇按鈕時,plc程序計算當前的料倉順序號,同時在相應的按鈕上顯示該料倉的順序號,在加料時根據生成的順序號自動切換;當送料線程序自動切換到預先選擇的最后一個料倉(一般送料線占用三個或四個料倉)加料時,系統發出提示信息告知操作員可以重新選倉,操作員點擊“動態選倉”按鈕,彈出《運行時選倉畫面》,若料倉目前為空閑
(未被摻混線或打包線使用,也不在沖洗模式)狀態,則畫面上的選擇按鈕為可操作狀態,plc程序根據操作員的點擊順序重新生成順序號,再根據順序號對選擇的料倉逐個加料。如果操作員不重新選倉的話,程序進入循環切倉模式,即切換到預先選擇的第一個料倉進行加料。運行時選倉窗口界面如圖3所示。
3.3 實現方法
在編程時為料倉建立一個結構變量以儲存料倉信息,包含順序號、當前料位等數據,圖4、圖5分別是在db塊中的料倉數據和結構原型。

動態切倉功能有效的保證了送料線可以長期的連續不間斷運行,較大的提高了生產效率,為聚丙烯裝置連續生產提供了必要條件。




評論