用燈絲變壓器制作點焊、切割機

本文介紹使用電子管發射機變壓器制作點焊機,以10KW調頻發射機的FU-60Z燈絲變壓器為例。
一、FU-60Z燈絲變壓器的結構
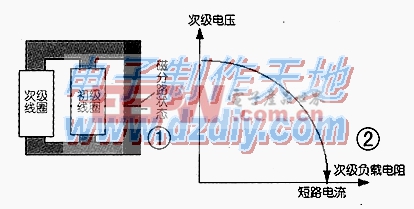
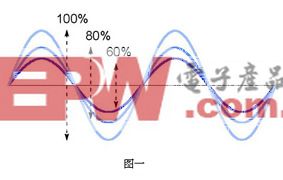
該燈絲變壓器為限流變壓器,以保持燈絲起始電流低于最大規定值。這種變壓器如圖1所示。與普通變壓器不同,在初級的-旁邊有一磁分路。在無載時磁分路磁通極小,在負載增加時,次級的安匝數使通過磁分路的磁通增多,這樣就減小了初級與次級繞組間的磁耦合,因而降低了次級的輸出電壓,一般特性如圖2所示。在接通燈絲電源瞬間,電子管燈絲電阻極小(冷阻),變壓器次級負載電流接近于短路電流,而次級電壓很低,接近于零伏。由于次級燈絲電壓很低,而且次級未能及時得到初級的能量(其原因是由于磁分路的結果).燈絲起始電流相應被減小,作為點焊機使用必須對其進行改造,去掉磁分路鐵芯。
二、點焊機的原理、性能與要求
采用雙面雙點過流焊接時,兩個電極加壓工件使兩層金屬在兩電極的壓力下形成一定的接觸電阻,而焊接電流從一電極流經另一電極時在兩接觸電阻點形成瞬間的熱熔接,不傷及被焊工件的內部結構。為了獲得一定強度的焊點,焊接時間與焊接電流在一定范圍內可以相互補充。可以采用大電流和短時間,也可采用小電流和長時間。選用方式取決于金屬的性能、厚度和所用焊機的功率。
焊接時不必使用電焊條.利用接觸電阻處產生的高溫.將金屬瞬間熔化焊接在一起。
三、點焊機的適用范圍
1.電線與導片間的連接。2.各類充電電池與0.03mm~0.3mm鎳片的焊接。3.家用電器零件及導線焊接。4.各類高或低導電率金屬及合金的焊接等。5.泡沫、塑料、有機玻璃的切割。
四、自制點焊機電路工作原理
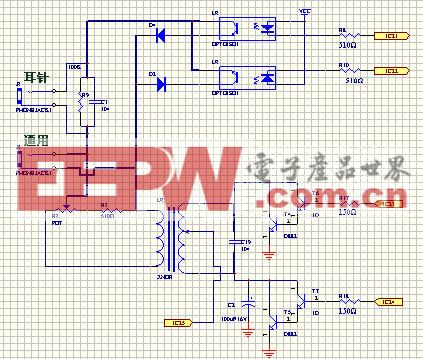
如圖3所示.B2是降壓變壓器,是電焊機的核心部件。
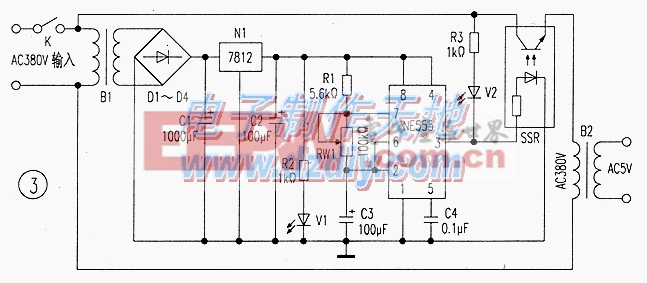
380V交流電先經過變壓器B1輸出15V交流電壓.提供本電路的+12V工作電源。NE555時基電路組成多諧振蕩器,用來控制SSR的導通和關閉。當+12V電源供給NE555時,由于電容C3上的電壓不能突變,即NE555②、⑥腳為低電平,則③腳輸出高電平。+12V電源經R1、RW向電容C3充電,當NE555②、⑥腳電位達到電源電壓三分之二時,NE555③腳輸出電平由高變為低.工作指示發光二極管V2導通發光。NE555的輸出去控制固態繼電器SSR的導通.也就改變了每次交流電壓過零后觸發脈沖的時間。相應地改變了B2的導通.使加在B2初級繞組兩端的電壓發生變化。達到調節控制次級輸出電流的目的。次級接上一定長度的電阻絲可做切割機用,用來切割泡沫、海綿、塑料、有機玻璃等。
五、器件的選擇及使用
降壓變壓器B2是10kW調頻發射機的燈絲變壓器.額定功率為1900W。初級交流電壓380V。次級交流電壓5V。額定輸出電流可達190A。SSR為GTJ-5A/380V固態繼電器。考慮次級輸出的電流較大.焊把導線應采用紫銅芯線,并要有足夠的截面,以保證在使用過程中不會因過載而發燙,用一號電池碳棒(石墨)打磨制作成錐狀焊槍頭。電位器RW1用于調節合適的焊接電流,帶有市電的線路部分絕緣要可靠。焊接導線與焊機、焊鉗連接應用螺栓、螺母,加上墊圈并擰緊。
最后提請注意的是,電路組裝完畢要安放到合適的金屬外殼內,除保證良好通風外,整個電路要與外殼良好絕緣。同時外殼還要可靠接地。由于電焊時有大量火花噴出.焊件溫度也極高.為安全起見,焊接時要遠離易燃易爆物品,室外作業還要注意防雨。
電焊機相關文章:電焊機原理 逆變電焊機相關文章:逆變電焊機原理




評論