爬行式弧焊機(jī)器人立向與橫向焊接工藝的研究

a. 焊槍位置包括焊槍頭與工件位置、焊絲與坡口位置(要考慮擺動(dòng)幅度的影響,見(jiàn)圖2圖3)。
b. 焊槍擺動(dòng)由調(diào)節(jié)擺動(dòng)器來(lái)實(shí)現(xiàn),主要參數(shù)有擺動(dòng)速度%左中右3 個(gè)位置的停留時(shí)間。
c. 焊接速度um為焊前設(shè)定值,焊接過(guò)程中可調(diào)。
d.焊前對(duì)焊機(jī)電壓補(bǔ)嘗進(jìn)行整定,整定值2.6V作為焊機(jī)內(nèi)設(shè)參量。常用調(diào)節(jié)量有送絲速度us、焊接電壓U和脈沖幅值。
2.2.4 焊接各項(xiàng)參數(shù)
a. 立焊。
立焊打底時(shí)焊槍垂直于工件mm 左右上方,加擺后焊絲靠?jī)蛇吰驴?-2mm,如圖2所示。第二道蓋面,焊槍垂直上調(diào)5-8mm,擺動(dòng)幅度適當(dāng)調(diào)大。立焊時(shí)各參數(shù)如表1所示。
b. 橫焊。
橫焊打底時(shí)焊槍微向下扎,使焊絲在加有擺動(dòng)時(shí)不至太靠下邊坡口,焊槍順焊接方向向下斜擺,大約與水平成75°—80°;蓋面三道成形,均不加擺動(dòng),且每次要根據(jù)上道次焊接的效果和位置從新調(diào)整焊槍姿態(tài)(見(jiàn)圖3)第一道蓋面槍頭略向下扎,二道時(shí)較平,末道槍頭略向上抑。橫焊時(shí)各參數(shù)如表2所示。

3 試驗(yàn)結(jié)果
a. 在早期試驗(yàn)中,電流、電壓值與焊速的匹配總不令人滿意。采用的MIG脈沖焊,其宜于用較小的平均電流進(jìn)行焊接,特點(diǎn)是熔池體積小,不易淌流,且在脈沖峰值電流作用下,熔滴的軸向性好,故比起普通氬弧焊更有利于焊縫成形,在全位置焊中有很好的效果。試驗(yàn)中早期打底焊焊速一般在8cm/min以上,相應(yīng)電流值也較高,在95-105A之間,焊接過(guò)程不太穩(wěn)定,背面成形有時(shí)也不理想。究其原因,在于脈沖幅值的影響,脈沖電流使熔滴呈噴射過(guò)渡,在較大脈沖電流下較小的電壓易造成大飛濺、淌流,而大電壓表面成形也不理想。我們?cè)谠囼?yàn)中不斷摸索,后在穩(wěn)定幅值的前提下適當(dāng)減小電流、電壓并且降低焊速,這樣在橫向和垂直位置的焊接過(guò)程中,充分發(fā)揮出了脈沖焊工藝在全位置焊上的優(yōu)點(diǎn),焊接過(guò)程穩(wěn)定,飛濺小,兩面成形都很理想。圖4a、圖4b、圖4c、圖4d 依次為立焊焊前加襯墊樣板、立焊背面成形、打底和蓋面成形樣例。

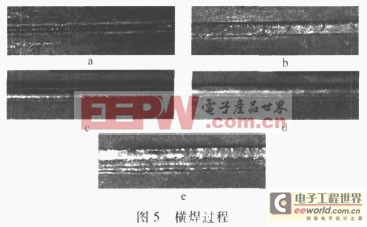
b. 手工焊蓋面橫焊工藝采用的是加擺停留的方法,由于人工操作的靈活性,焊接過(guò)程中擺動(dòng)頻率、幅度和停留時(shí)間均可實(shí)時(shí)改變,故一般寬度的蓋面焊可一次成形。由于該機(jī)器人缺乏人的靈活性,我們通過(guò)模仿人工的蓋面過(guò)程橫焊,采用高焊速加快速擺動(dòng)或不加擺動(dòng)多道成形的橫焊蓋面方法。這樣就避免了橫焊蓋面淌流的發(fā)生,也取得了不錯(cuò)的效果。圖5a、圖5b、圖5c、圖5d、圖5e 依次為橫焊背面成形、打底焊、蓋面第一道、第二道、最后蓋面成形。
c. 除了電流電壓和焊速,另一個(gè)人為影響較大的因素是擺動(dòng)器的調(diào)節(jié),根據(jù)不同位置的焊接要采用不同的擺動(dòng)方式。
4 結(jié)論
試驗(yàn)證明,通過(guò)對(duì)工藝方法的改進(jìn)和調(diào)整,該套爬壁式弧焊機(jī)器人應(yīng)用在立向和橫向焊接上,能夠獲得穩(wěn)定的焊接質(zhì)量和很好的表面成形。當(dāng)針對(duì)不同的材質(zhì)和焊縫規(guī)格時(shí),要有某些值發(fā)生變化,則其他值相應(yīng)也要有所調(diào)整。

評(píng)論