高速數(shù)字化電阻焊機中交流伺服系統(tǒng)的應(yīng)用

1 典型高速電阻焊機的傳動結(jié)構(gòu)
高速電阻焊機具有多路復(fù)雜的高速動作,同時要求具有精確的相互聯(lián)動關(guān)系,多采用機械傳動剛性聯(lián)接裝置來實現(xiàn)。圖1是典型電阻焊機傳動示意圖:由一臺主電機(11)通過齒輪變速箱(12)帶動多個相關(guān)的動作系統(tǒng)。[1]
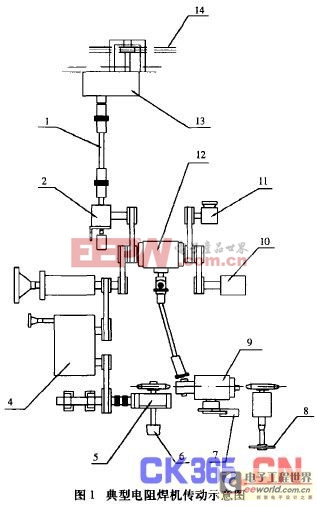
其中,送罐系統(tǒng)是機器的主運動系統(tǒng),稱焊接節(jié)拍運動,其運動速度主要由每分鐘所能焊接的罐數(shù)決定。通過由齒輪變速箱(12)、蝸桿減速機(2)、萬向聯(lián)軸節(jié)(1)、凸輪裝置(13)驅(qū)動輸送鏈(14)運動,利用輸送鏈條上的鉤爪把垂吊于溝槽內(nèi)的罐筒體送到打罐位置。
銅線驅(qū)動系統(tǒng)由齒輪變速箱(12)通過無級變速機(4)、蝸桿減速機(5)帶動上焊輪(8)及多槽輪(6)驅(qū)動銅線作均速運動,銅線的運動速度主要由節(jié)拍速度及罐體高度決定。
吸推鐵系統(tǒng)從齒輪變速箱(12)通過無級變速機及蝸桿減速機(1O)帶動曲柄滑塊機構(gòu)作吸推鐵運動,按照送罐節(jié)拍準時地吸取片材并送到成圓機構(gòu)進行成圓,成圓后的罐筒體置于過渡導塊的溝槽內(nèi)處于垂吊狀態(tài)。
打罐系統(tǒng)由齒輪變速箱(12)通過萬向聯(lián)軸節(jié)及凸輪裝置(9)帶動打罐擺臂(7)完成打罐動作,當送罐機構(gòu)把罐簡體送到指定位置后,打罐擺臂在規(guī)定的時間內(nèi)即把罐簡體打進焊接位置。
在整個工作過程中吸、推鐵、輸送鏈(送罐)、打罐擺臂(打罐)等要求有較精確的協(xié)調(diào)動作關(guān)系,因此機械結(jié)構(gòu)較為復(fù)雜,其中無級變速機、萬向聯(lián)軸器和凸輪等由于結(jié)構(gòu)復(fù)雜,工件加工困難,而且在使用過程中容易磨損,成為精度下降的主要原因和主要故障源。
為了簡化凸輪裝置、無級變速機和萬向聯(lián)軸器等復(fù)雜的機械結(jié)構(gòu),采用由PLC與交流伺服系統(tǒng)組成的位置伺服同步跟蹤控制系統(tǒng),用電氣柔性同步傳動代替機械的剛性同步傳動,簡化系統(tǒng)的傳動結(jié)構(gòu),提高系統(tǒng)的可靠性,從而提高整機的工作性能。[2]
2 控制系統(tǒng)的組成
通過PLC與交流伺服系統(tǒng)組成的位置伺服同步跟蹤控制系統(tǒng)控制電阻焊機的原理圖如圖2所示,所有的伺服電機都選用帶減速機的伺服電機。M1是驅(qū)動送罐系統(tǒng)輸送鏈的伺服電機,利用輸送鏈條上的陶制鉤爪將垂吊于過渡溝槽的簡體準確地送至打罐位置,實現(xiàn)送罐功能。M1作為系統(tǒng)的主運動,其運動速度主要由焊接速度決定,并由PLC通過422總線提供運行速度的設(shè)定值,M1運行在速度控制模式。

伺服電機相關(guān)文章:伺服電機工作原理
評論