自動化產(chǎn)品在線路板封膠機中的應(yīng)用

本系統(tǒng)選用臺達(dá)微型PLC(28SV11T、32SN、16SP)、B系列觸摸屏(B07S201)、伺服驅(qū)動器(ASD-B2-0721×2、ASD-B2-0421×2×2)。
從圖1所示的系統(tǒng)架構(gòu)中可以看到,PLC的COM1通過 RS232串口連接B系列觸摸屏,與觸摸屏通訊;PLC可4軸200k脈沖控制伺服定位運轉(zhuǎn)。
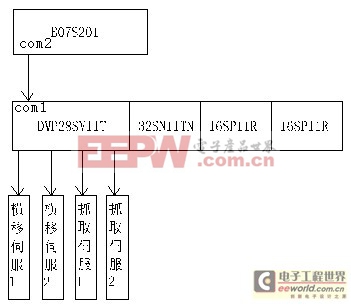
圖1 系統(tǒng)架構(gòu)
工藝流程
圖2所示為機器的大部分,從前往后分別是送板臺、機械手1、浸板槽、涼板槽、烘干箱。

圖2 線路板封膠機結(jié)構(gòu)示意圖
正常自動順序為:工人把測試完畢的正常電路板放入送板臺傳送;板子送到位后檢測到有板子;機械手1橫移至第一浸板槽位,抓取伺服抓取電路板,放至第二浸板槽;檢測到又有電路板送來依次把板放入第二浸板槽;繼續(xù)放入第三槽;三塊板浸泡時間到達(dá)設(shè)定時間;機械手1從第一浸板槽拿出板放入第一涼板槽;機械手1同樣從相應(yīng)2、3號浸板槽取板放入2、3涼板槽;機械手1繼續(xù)從送板臺取板依次放入浸板槽;涼板定時時間到并且烘板箱已運行;機械手2開始動作,第二橫移伺服跑至第一涼板槽,機械手2取板放入烘箱;依次拿走涼板槽板放入烘箱;浸板時間又到;繼續(xù)涼板浸板烘板。循環(huán)連續(xù)此過程。
正常停止:按停止按鈕后,工作完當(dāng)前板后停止再取板。
暫停:工作停止在當(dāng)前步續(xù),必須點恢復(fù)才允許繼續(xù)工作。
運板的空間運動主要靠機械手完成,機械手操作也是相當(dāng)便利的,手動調(diào)整示教位,在教導(dǎo)板上設(shè)定每步序的促發(fā)輸入點和每步完畢輸出信號,即可用PLC STL指令完成機械手的空間搬運動作。圖3為機械手設(shè)定示教板。

圖3 機械手設(shè)定示教板
圖4、圖5、圖6為觸摸屏的一些畫面。調(diào)整示教位置和故障檢查時,可以手動下進(jìn)行調(diào)整核查。

圖4 雙機械手畫面

圖4 手動調(diào)整畫面
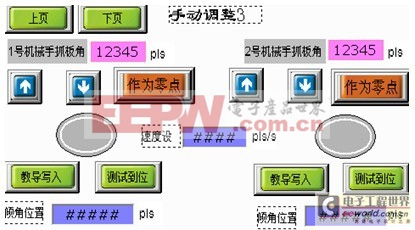
圖5 手動調(diào)整畫面
結(jié)語
本系統(tǒng)已在某汽車電子廠用于汽車控制板封膠,使用效果十分良好,達(dá)到客戶的控制要求,性價比更高。

評論