小功率永磁直流電機的電磁干擾抑制研究

但是,在工程實際中,上述條件只能非常有限的被滿足。比如,匝數比太大會造成磁路過度飽和,反而會惡化EM1;同時過高的定子槽滿率不僅會降低電機的過載能力,也會影響生產效率;又如,受限于生產工藝水平,換向片數也無法太大。至于碳刷電阻率,受發熱限制,亦無法無限度提高。所以,設法在換向過程中產生一個與電抗電勢反向的電動勢將其抵消將是抑制火花和EMI的最有效的方法。
眾所周知,直流電機在磁極間加裝換向極可以產生與電抗電勢相反的電勢,但小型直流電機受空間所限,不便加裝換向極,所以,絕大多數設計都采用逆電機轉向偏移碳刷位置的方法來達到與加裝換向極相同的效果[zJ。與偏移碳刷位置效果相同、精度更高、被現代生產實踐應用更廣泛的手段是,在轉子繞
線的過程中直接產生磁場借偏。雖然國際國內各大電機制造公司及研究機構對電機的轉子借偏角的定義不盡相同,但事實上卻有同樣的理論基礎,這里不加贅述。
圖3及圖4分別表示了轉子在借偏前后的電流分布:
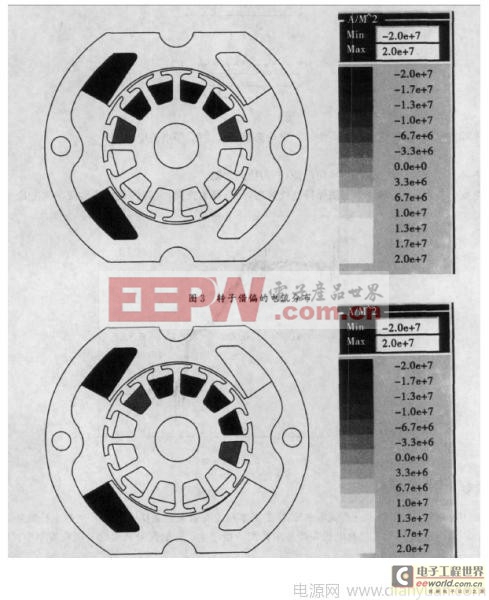
借偏有其特定的方向性,即對于已經制造完畢的有借偏的轉子,其借偏的作用只對電機在某單方向有效,換言之,若轉向相反,則該借偏會惡化換向及EMI。其原理在于借偏角的方向必須與電機的轉向一致,才可保證換向過程由借偏產生的電動勢與電抗電動勢向反。
借偏角度亦不可過大。由于借偏相當于減小了轉子的有效匝數,過大的借偏角度需要更多的線圈匝數來彌補,過多的用銅(鋁)勢必增加損耗,降低效率;同時,過大的借偏有時反而不利于電抗電動勢的抵消。在工程實際中,必須在火花抑制和電機性能中尋找最佳的平衡點,不可偏廢。
必須指出,電機同其它工業產品一樣,其最終的性能絕不僅僅決定于電磁設計和機械結構設計水平。事實上,制造水平及工藝穩定性是保證好的電機設計的根本。
以下舉兩例說明工藝對EMI的影響:
例1換向器的精車水平。
若生產廠家的換向器精車水平不足,造成成品電機轉子換向器表面的圓度及跳動不良,則電機在高速運行中,碳刷與換向器表面不能保持良好的接觸,時斷時合,在斷開的瞬間,電流被試圖強制歸零,這會造成很大的電抗電勢,產生火花進而惡化EMI。
例2永磁體的充磁。
理想狀態下,充磁后的兩極應具有相同的磁場分布川,且以磁極中心線為界,兩側的磁場應具有單一的磁性。若充磁過程中,由于充磁工裝的原因造成磁場分布混亂,如圖5所示。
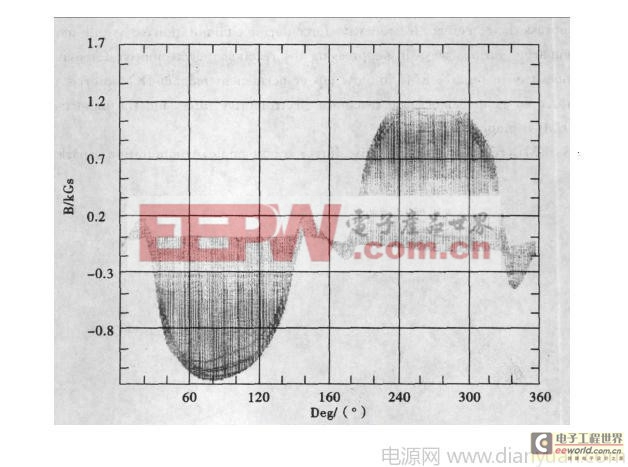
圖5 帶有反波的磁場分布
則會嚴重影響EMI,且不易被發現。以圖5為例.兩磁極在靠近中性線的位置處均有與該磁極極性相反的一段反波.仔細分析借偏的原理可知,該反波事實上相當于一個與正常換向極作用相反的附加磁極,當其被轉子換向線圈切割時,產生的電動勢與電抗電動勢同向,也就是會惡化換向;當其分布角度超過借偏角度時,會完全抹殺借偏的作用。
抑制換向時產生的電抗電勢對于小型直流電機EMI的抑制十分關鍵。在影響小型直流電機EMI的各項因素中,火花的控制歷來是難度較大的工作。具體到工程實踐,設計上必須完美平衡電機的換向和性能,工藝上必須保證應有的水平與穩定,才可以做出滿足各個強制性認證的合格的工業產品。



評論