高功率皮秒/飛秒激光器開創應用新天地

用超短脈沖激光實現冷消融、冷切割和冷鉆孔,是二十多年來人們一直期望能夠在工業應用中實現的一個愿景。在過去十年間進行的一些早期實驗中,人們用鈦藍寶石放大器產生超快激光,這些實驗已經證明了超短激光脈沖在精密機械加工領域所擁有的巨大潛能。但是對于精密機械加工而言,到底多短的脈沖才能滿足精密加工的要求呢?當激光脈沖作用到材料上時會發生怎樣的反應?對脈沖與材料的作用時間范圍有何要求?
作用原理、作用時間、能量密度
以金屬對激光脈沖的吸收為例,其從根本上說是能量從激光脈沖轉移到金屬材料的電子的一個能量轉移過程。對于持續時間為納秒級的脈沖而言,電子與所處晶格之間會發生一個溫度平衡過程,并且最終開始融化材料,直到部分蒸發。
在這個過程中,脈沖越短,能量轉移到電子的速度越快。在理想條件下,如果脈沖足夠短,那么在電子與晶格之間便沒有足夠的時間產生溫度平衡。接下來,“熱電子”(相對于冷晶格而言)有兩種方式與晶格作用:在一個特征時間后,來自電子的熱量開始向周圍的晶格擴散。這種電子-聲子弛豫時間是物質的一種屬性,其典型值為1~10ps。在大致相同的時間范圍內,但稍有些延遲,熱電子和晶格之間發生了突然的能量轉移,從而導致相位爆炸,即激活體的蒸發。
從上述解釋可以得出以下兩個基本結論:
1、激光脈沖的持續時間必須足夠短,以防止電子與晶格之間發生溫度平衡過程。對于金屬和大多數其他材料而言,均要求脈沖持續時間在1~10ps之間甚至更短。
2、由于在熱擴散和消融之間有一個時間延遲,因此始終會存有殘余熱量,即使是在脈沖最短的情況下。
因此,冷加工必須定義為在最小的熱擴散情況下進行加工,這要求脈沖持續時間在1~10ps之間甚至更短。
雖然皮秒/飛秒激光脈沖較短的持續時間是冷加工的一個必要條件,但是光有足夠短的脈沖還遠遠不夠。如果熱電子因為過高的激光能量密度而被“過度加熱”,那么熱擴散效應將較為明顯,整個加工過程則會轉變為熱過程。一般來講,大約1J/cm2的能量密度,是用皮秒/飛秒激光脈沖進行消融加工、而不會產生能夠測量得到的熱效應的最佳能量臨界點,即此時具有最佳的低熱穿透深度。
線性吸收與非線性吸收
然而要實現最佳能量臨界點并非易事。除了上述提到的決定熱影響的因素外,光學穿透深度決定了激光脈沖的哪個部分在什么深度被吸收。
對于溫和消融而言,光穿透深度應該在1micro;m的區域甚至更淺,這主要有三個原因:
1、光穿透深度決定消融深度。深度太大的消融將不再被視為溫和消融,因為其將導致粗糙的表面和邊緣,特別是對于硬而脆的材料而言,還會有微裂紋產生。
2、若光穿透深度過大,消融過程將變得效率低下,因為大多數激光脈沖可能不能被吸收,能量浪費較大。
3、針對基底的選擇性消融材料(如薄膜太陽能電池的絕緣體上的薄膜刻圖),光的穿透深度過大可能造成基底材料的損害。
飛秒脈沖和皮秒脈沖的線性吸收所產生的影響往往被忽視,因為脈沖的峰值功率非常高,以至于貫穿多光子過程的非線性吸收相對于線性吸收來講占據了主導地位。如果上述情況的脈沖持續時間和能量密度的邊界條件都得以滿足,那么這種說法往往會產生誤導。
為了直觀地說明這一點,圖1給出了硅對能量密度為1J/cm2的脈沖的吸收曲線。 對于持續時間為6ps甚至是更寬的脈沖,線性吸收都絕對超過非線性吸收占據了主導地位。即使脈沖持續時間為500 fs,這種狀況也不會改變:非線性吸仍然非常低,以至于無法達到想要的1μm級的光穿透深度。
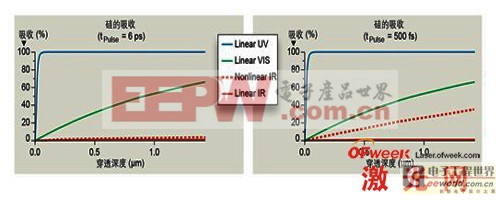
圖1 硅對能量密度為1J/cm2的激光脈沖的吸收曲線
對于脈沖持續時間為6ps的脈沖(左圖),線性吸收超過了非線性吸收占據主導地位。即使持續時間為500fs(右圖)的脈沖,其非線性吸收也非常,以至于無法達到想要的1μm級的光學穿透深度。
選擇一個紫外波長,使理論上的最佳性能與實踐中的(如用于硅片切割)相同。出于某種目的,在加工硅片中,使用綠光波長可能就足以滿足要求。
具有適當能量密度與波長的飛秒脈沖及皮秒脈沖,適合用于那些要求熱影響非常小的材料加工應用。此外,對于皮秒脈沖的持續時間而言,產生這些脈沖的技術方法可以大大簡化。無需啁啾脈沖放大(CPA)的直接二極管泵浦和放大(功率調整),對于超短脈沖技術在工業市場的成功,是非常必需的。事實上,對于工業微加工領域一種具有成本效益的應用而言,必須將平均輸出功率增加到50W甚至更高。
光纖與碟片的結合
20世紀70年代棒狀激光器(開始是燈泵浦后來是二極管泵浦)問世。在超越高平均功率對光束質量限制的同時,棒狀激光器、二極管泵浦碟片激光器技術均在20世紀90年代獲得了長足發展,使其成為了工業領域千瓦級連續應用最可靠的技術選擇。
光纖激光器技術和碟片激光器技術比傳統的棒狀激光器技術更為優越,因為它們采用了比激光激活體更大的散熱面,使TEM00連續運作的功率水平能達到500W甚至更高。在同等的亮度下,細小的光纖芯徑使得光纖激光器內的激光強度要遠遠高于碟片激光器。
然而,當放大皮秒脈沖和飛秒脈沖時,高光強會導致非線性效應,如自相位調制或拉曼散射,這需要在超快光纖放大器中增加復雜的啁啾脈沖放大,或將可獲得的最大脈沖能量限制在6μJ甚至更低。用碟片激光器技術作為皮秒脈沖的放大器,能夠實現高峰值功率(高達100MW)和低光強,并且不會產生非線性效應。
為了實現具有高脈沖能量(高達250μJ)和高平均功率(高達100W)的皮秒激光器,需要使用具有以下獨特配置的主振功率放大器:一個基于電信組件的被動鎖模光纖激光器,作為一個單片集成的、具有成本效益的、可靠的光源,用于低功率和低脈沖能量皮秒脈沖的產生。
利用碟片激光器將光纖激光器的輸出功率放大5個數量級,達到紅外功率超過100W,綠光功率達到60W,脈沖頻率范圍200~800kHz,無需使用復雜的啁啾脈沖放大器。即使在這些功率水平,也能實現M21.3的卓越光束質量。此外,對于激光器的每個可選的參數組合,其輸出光束質量均能保持上述水平。
到達工件的功率
利用超快激光實現精細加工,最主要的任務是操縱激光束,并將激光功率轉換成最大的生產效率和質量。整個加工過程需要充分考慮工件的幾何特征以及加工精度等要求,構建最終的加工系統。該系統將需要一套的光學元件,如掃描儀、F-Theta透鏡、聚焦元件、波片、穿孔光學元件,以及許多其他元件。
整個加工過程還需要考慮線性或旋轉加工。無論是最先進的線性加工,還是掃描儀,都沒有動態應用超過1MHz的脈沖頻率,盡管激光技術可能為這方





評論