采用Profibus現場總線的車間生產過程自動化管理設

(2)電腦終端
設置電腦終端,并賦予不同的權限,進行信息顯示、匯總分析、設置和系統管理等。該方式是系統輸出和管理的主要手段。在終端預留以太網接口,以便將車間級信息通過Internet共享。
(3)聲音報警
對重要的呼叫內容,在顯示屏附近和現場關鍵點設置聲音報警。該方式是系統輸出的輔助手段。
(4)燈光報警
對重要的呼叫內容,在顯示屏附近設置轉燈報警,所有拉線點設置燈光指示。該方式是系統輸出的輔助手段。
2系統組成
2.1系統硬件的組成
以Profibus總線為網絡結構的PLC控制系統如圖1所示。

(1)主控柜單元
本單元包括PLC-CPU、HMI、以太網接口及Profibus主站單元。CPU主要負責信息的處理及保存,并通過以太網接口將信息發送到廠級以太網,使總裝車間內的生產信息共享。同時PLC接收來自廠級指令系統的指令,來自動調節生產節拍,保證生產計劃的按時完成。
(2)生產呼叫單元
用于生產過程中,操作工人的實時支援呼叫,包括呼叫班長、維修、品質、工藝、物流火員。可以實現呼叫信息的快速傳遞,減少求助時間,對準時化(JIT)生產作業構成支持。本單元包括72點拉線(工位拉線呼叫)、10個觸摸屏(分類呼叫觸摸屏)及相關控制系統。當生產人員因有呼叫請求時立即拉下該工位的拉線呼叫開關,班長了解需求后,在觸摸屏進行二次分類呼叫。呼叫分類有維修、品質、工藝、物料。
(3)ANDON看板單元
該單元包括三條主線的三塊安東看板及相關控制系統,用于直觀顯示拉線呼叫工位、呼叫類型、重要設備狀態、輸送線狀態等信息。當拉線呼叫動作時PLC自動記錄呼叫工位以及呼叫分類等信息,并且能夠實時記錄當主線上設備發生故障的設備代碼。然后通過遠程輸出口點亮ANDON看板上的指示燈,來及時提醒相關人員進行相應的作業。
(4)輸送線的控制單元
本單元包括Profibus-PA元件、變頻器、變頻電機等主要元件。節拍ANDON是JIT(準時化)生產的有力保證,生產線上的操作員以節拍提示為參考,在規定時間內完成規定的工作任務,做到了準時化生產。輸送線的控制在此單元中尤為重要,其控制速度與生產節拍相吻合,生產節拍已定則其速度也就自動調整為與節拍相應的速度,如圖2所示。
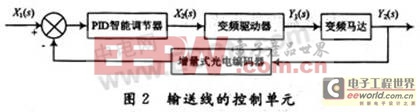
圖2中:X1(s)為生產節拍指令;X2(s)為變頻器輸入控制指令;Y1(s)為馬達控制信號;Y2(s)為輸送線速度。
(5)設備管理單元
該單元主要通過輸入口采集設備的狀態、工作結果等相關信息。當設備出現故障或工作結果不合格等重要信息時,ANDON看板給予提示,并停止運送線,從而避免了裝配質量的不良品流入下一工序。
2.2系統軟件的設計
軟件設計流程圖如圖3所示。
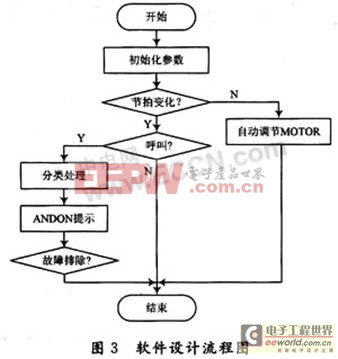
系統的程序開發是在SIEMENS公司STP7 V5.3下進行的,該編譯器功能非常強大,能對語句、功能塊、梯形圖混合編譯,并支持在線調試。
3 結 語
本系統的開發應用,將能充分發揮上層系統調度、優化、決策的功能,更容易構成計算機集成制造系統(CIMS)并更好地發揮其作用。有利于企業實施綜合自動化策略,使企業從粗放型向集約化轉化。這套系統自運行以來,穩定性非常好,未出現網絡故障。







評論