MP3的前后蓋的模具設計

3.1 模具的基本結構
3.1.1 前蓋模具的基本結構
塑件采用注射成型生產。因為塑件內有凸起的臺階,所以模具應用內抽芯的注射模具結構。并采用側澆口澆注系統形式。
3.1.2 后蓋模具的基本結構
塑件采用注射成型生產。因為塑件內有凸起的臺階,所以模具應用內抽芯的注射模具結構。并采用潛伏式澆口澆注系統形式。
3.2確定型腔數目及布置
3.2.1 前蓋的確定 塑件形狀較簡單、質量較小、生產批量大,所以應使用多型腔注射模具。考慮到塑件內壁有突起的地方。需側向抽芯,所以模具采用一模二腔,非平衡式型腔布置,這樣模具結構尺寸較小,制造加工方便,生產效率高塑件成本低。型腔布置如圖2-1所示。
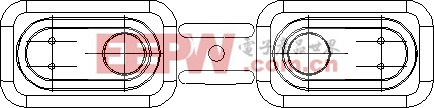
圖2-1
3.2.2 后蓋的確定 塑件形狀較簡單、質量較小、生產批量大,所以應使用多型腔注射模具。考慮到塑件內壁有突起的地方。需側向抽芯,所以模具采用一模四腔,非平衡式型腔布置,這樣模具結構尺寸較小,制造加工方便,生產效率高塑件成本低。型腔布置如圖2-1所示。
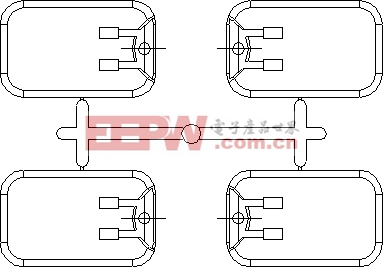
圖2-1
3.3 分型面的選擇
3.3.1前蓋分型面的選擇 塑件分型面的選擇應保證塑件的質量要求,本塑件的分型面位置如圖2-2所示。圖2-2所示的分型面選擇在塑件下端的最大分型面上,這樣的選擇使塑件外表面可以在整體凹模型腔內成型,塑件外表面光滑,同時側向抽型容易,而且塑件脫模方便。如果分型面選擇在其他位置,會在分型面處留下痕跡,則會影響塑件表面的質量,同時會使側向抽芯困難,所以選擇如圖2-2所示的分型面位置。

圖2-2
3.3.2 后蓋分型面的選擇 塑件分型面的選擇應保證塑件的質量要求,本塑件的分型面位置如圖2-2所示。圖2-2所示的分型面選擇在塑件下端的最大分型面上,這樣的選擇使塑件外表面可以在整體凹模型腔內成型,塑件外表面光滑,同時側向抽型容易,而且塑件脫模方便。如果分型面選擇在其他位置,會在分型面處留下痕跡,則會影響塑件表面的質量,同時會使側向抽芯困難,所以選擇如圖2-2所示的分型面位置。







評論