聲發射技術在裂紋監測中的應用

聲發射技術作為一種動態檢測技術,可監測到材料內部缺陷在應力作用下的活動情況,能夠提供缺陷隨載荷、時間、溫度等外變參量而變化的實時或連續信息,適用于工業過程在線監控或臨近破壞預報;它還適于其他方法難以或不能接近環境下的監測,如高低溫、核輻射、易燃、易爆及極毒環境。聲發射檢測的原理是聲發射源彈性波經傳播達到材料表面,引起可以用聲發射傳感器探測的表面位移,傳感器將材料的機械振動轉換為電信號,經放大、處理和記錄,其波形或特性參數被顯示記錄。經數據分析與識別,評定產生聲發射的機制。
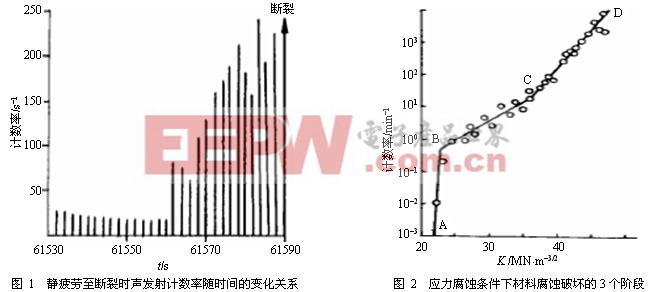
在靜疲勞實驗,將熱壓SiC試樣的聲發射計數率的對數與時間的對數有很好的線性關系。隨著受力時間的增加,所檢測到試樣的聲發射計數率均呈指數下降。當靜載荷進一步增大,在所觀察到的時間內試樣出現了斷裂現象。當靜載荷強度sn=98.0 MPa時(見圖1),試樣在斷裂前30 s的聲發射信號就已出現征兆,即出現亞臨界裂紋生長的聲發射信號之后30 s才發生斷裂。當σn愈大,出現微裂紋生長的聲發射信號與發生斷裂的時間愈短。因此可根據試樣聲發射信號的變化規律預測陶瓷材料內部裂紋的動態變化。
用聲發射技術能監測剛玉-莫來石質陶瓷材料在熱應力下裂紋的產生、擴展過程。陶瓷材料在熱應力下微裂紋的形成、生長主要發生在冷卻過程中,其中在冷卻過程的聲發射計數率的峰值約為加熱過程的400倍。當加熱的最高溫度Tmax愈高,則在冷卻過程中裂紋擴展的程度愈劇烈,這表現在聲發射信號幅度隨陶瓷材料裂紋的擴展而增大。
用聲發射技術監測在MgCl腐蝕介質作用下滲氫鋁鎂不銹鋼的CT拉伸試件的應力腐蝕過程中,根據聲發射參量變化的一般規律,能區別材破壞發展的3個階段(見圖2)。第一階段(A-B)是氫擴散通過金屬表面的氧化膜;其聲發射能量急劇增長,并伴生連續型的和部分分離的聲發射信號;第二階段(B-C),金屬中的內應力發生變化,聲發射信號產生速度下降,腐蝕信號比第1階段要均勻些;第三階段(C-D)為完全斷裂破壞過程。

評論