計算機仿真技術在磨削溫度場中的應用

以干式磨削難加工材料TC4鈦合金工件為例,磨削用量如下:砂輪轉速ns= 143r/min,砂輪直徑ds=245.2mm,砂輪速度vs=18.46m/ s,工件速度vw=14m/min=23.33cm/s,磨削深度ap=0.01mm,切入磨削。試件寬度b=10mm、長度l=170mm。平均切向磨削力Ft=66.001N。該工件的溫度場示意圖如圖2所示。
同樣,在加載了對流換熱的邊界條件后就可以得到濕式磨削溫度場的示意圖,經過與實測溫度相比較,誤差在10%以內。圖3為磨削溫度場的仿真過程示意圖,圖4為表面層下不同深度處干磨和濕磨仿真與試驗結果的比較。
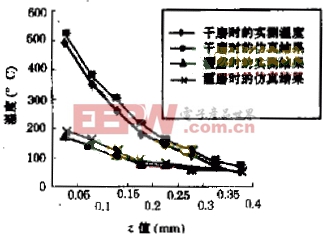
由圖4 可以看出,在相同的磨削條件下,干磨與濕磨的最高溫度相差很大(一般在200~300℃之間),尤其是工件表層溫度梯度較大,干磨時極易引起燒傷,而濕磨時的溫度遠遠低于工件的燒傷溫度。運用仿真模型所得分析結果與實測值相差不大,誤差在10%以內(仿真分析所得結果比實測值約高10%)。這是由于測溫試件本身具有誤差,而且實測溫度是距工件表層一定深度下的溫度值,所以仿真分析所得結果更接近工件實際溫度值。
4 結論
在磨削溫度場的研究中,應用計算機仿真技術可以準確地得出整體磨削溫度分布圖,從而減少了使用測試儀器所帶來的誤差,所得等溫圖更為簡便和直觀。同時,由于磨削溫度場的復雜性,采用仿真模型更易于分析不同加工參數對磨削弧區溫度的影響,從而發現磨削溫度場的變化規律。應用仿真技術還可以對磨削溫度場進行優化:在改變加工參數的條件下,使磨削溫度場的溫度變化趨向于合理,從而減少磨削燒傷的產生。
磨削溫度場的計算機仿真技術不僅適用于目前流行的各種高效磨削技術,同時也為磨削全過程的仿真打下了很好的基礎
本文引用地址:http://www.104case.com/article/202662.htm



評論