微透鏡數組成型技術突破性進展

本文探討經由Moldex3D分析不同流道設計和成型參數的優缺點,采用直接澆口技術,能夠大幅提升材料利用率,從而成功生產出微透鏡數組。
為了解決傳統透鏡多組鏡片的厚度問題,因而開發出具有輕薄、多功能和數組特性的微透鏡。有別于以往使用扇形澆口制作微透鏡數組,此案例開發出快速、均勻且具備良好光學性質之微透鏡數組成型制程。
藉由利用Moldex3D模流軟件,探討不同流道系統之利弊,改善傳統流道系統冷流道塑料損失,驗證基盤成型的可行性,分析仿真結果并優化產品設計。最終在實際成型實驗中,成功地于4吋基盤上制作出質量良好的雙面微透鏡數組。
挑戰
在微透鏡數組成型制程當中,往往會面臨以下的挑戰,包括改善流道設計、節省材料,并且增加單模次成品數量;利用Moldex3D驗證制程可行性,減少反復試模的時間及成本;優化產品翹曲與光學性質,制作出低殘留應力、高精度及優良光學性質的微透鏡數組。
科盛科技為中國臺灣大學提供射出壓縮成型(ICM)、流動分析模塊Flow、保壓分析模塊Pack、翹曲分析模塊Warp、光學分析模塊Optics等解決方案。臺灣大學團隊利用Moldex3D分析模具設計的可行性,利于減少重復試模的修改時間和成本。再根據成型狀態、殘留應力和翹曲程度,找到對翹曲和光學性質有較大影響的指標要素,并采用田口法得到最佳參數。
此外,也以模內成型的角度解釋射出成形(IM)與射出壓縮成型(ICM)的差異,成功地于4吋基盤制作出雙面微透鏡數組。
效益
藉由利用Moldex3D模流軟件,能夠得到以下的效益,例如采取直接澆口而非傳統扇形澆口,讓材料使用率從18.8%大幅提升至66.3%;利用射出壓縮成型后收縮率下降1.5至2%,透過田口方法優化后更降至1.5%以下;利用Moldex3D驗證IM和ICM兩者的差異及優劣;改善產品雙折射率差,提升光學性能。
案例研究
現今虛擬現實與穿戴式裝置的發展日新月異,傳統透鏡由多組鏡片搭配,易產生過厚的問題,因此開發出具備輕薄、多功能與數組化之微透鏡勢在必行。不同于扇形澆口產生的微透鏡數組(圖一),本項目利用直接澆口開發出生成快速、均勻和光學性良好的微透鏡數組成型制程。
圖一 : 原始流道設計
使用直接澆口一次產生48個微透鏡數組(圖二),可顯著提升生產效能同時減少材料的浪費(圖表三)。
圖二 : 直接澆口和最終成品示意圖
圖三 : 在冷流道中用扇形澆口和直接澆口的比較
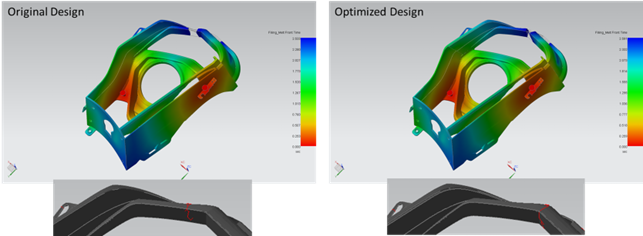
臺大團隊利用田口法找出射出成型(IM)與射出壓縮成型(ICM)的最佳參數,以減少殘留應力和翹曲。不同于融膠溫度、射出速度、保壓壓力和冷卻時間等在射出成型中相對重要的因素,在射出壓縮成型中,以融膠時間、壓縮間隙、壓縮時間及壓縮組件會對保壓和光學性質上有較顯著的影響。圖四和圖五為IM和ICM的翹曲與總和光彈條紋比較。結果顯示ICM減少了總位移和收縮,相較于IM也具備更好的光學性能。
圖四 : IM和ICM間總位移的比較
圖五 : IM與ICM總和光彈條紋的比較
最終,模擬結果通過實際成型實驗的驗證,在4吋基盤上成功的制作出具有相似光條紋和光學性質的雙面微透鏡數組(圖六)。以OKP4為材料,僅在射出成型靠近澆口區域觀察到光彈條紋,在射出壓縮成型中則并未觀察到此現象。
如圖七所示,成型微透鏡數組展現了其聚焦功能和清晰的成像。在Moldex3D仿真分析軟件的幫助下,雙面微透鏡數組成型技術與效率得到大幅提升,亦滿足現今光學產業高性能且微小輕薄的需求。
圖六 : 模擬與實際成型的光彈條紋
圖七 : 透過成型微透鏡觀察到的畫面
結果
此案例藉由Moldex3D分析不同流道設計和成型參數的優缺點,通過采用直接澆口取代原本扇形澆口設計,能夠將材料利用率提高到66.3%,從而成功生產出微透鏡數組,其材料使用率是扇形澆口的三倍。射出成型和射出壓縮成型參數經過優化之后,翹曲和收縮程度也被大幅度改善。
最終,在實際成型實驗中完成了雙面透鏡數組的制作,結果顯示出與Moldex3D模擬高度相符。

評論