詳解基于Windows CE的激光切割機開放式數控系統的研究

2.3 開放式數控系統的硬件結構
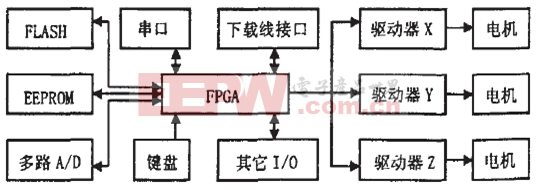
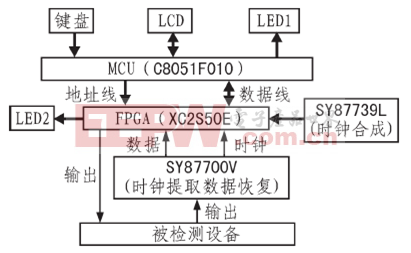
圖4示出了采用PMAC運動控制器構造的激光切割機開放式數控系統結構。
圖4激光切割機控制系統圖
3.數控系統軟件的設計與實現
3.1 基于Windows CE的數控系統軟件的總體結構
在已有的同類數控系統中,大多數系統是基于DOS環境的,其綜合性能相對于Windows環境就弱一些,尤其是人機交互界面、多任務以及開放性方面比較差。主從計算機間的實時信息交換通訊是實現上下位機間協調工作的關鍵。本數控系統在實時性要求方面與機器人控制相似,如果使用Windows中專用的定時器控件Timer,雖然使用很方便,可以實現一定的定時功能,但最小計時精度僅為55ms,且定時器消息在多任務操作系統中的優先級很低,不能得到及時響應,無法滿足實時控制環境下的應用。所以考慮使用精度更高的多媒體定時器,它可以實現精度為1ms的高精度定時,可以滿足本系統的實時性要求。多媒體定時器不依賴于消息機制,而是由函數TimerSetEvent ( )產生一個獨立的線程,在一定的中斷次數到達后,直接調用預先設置好的回調函數進行處理,而不必等到應用程序的消息隊列為空。因而設置該回調函數來完成周期掃描I/O卡的輸入端口,以及向系統定時發送消息,使其及時更新界面和界面中的數據。為提高系統的可靠性,多媒體定時器在整個控制程序初始化時開啟,并在系統退出時刪除定時器以釋放系統資源。每一個Windows應用程序都是一個進程,并由線程來負責執行包含在進程地址空間中的代碼。實際上,每個進程可以擁有多個線程,它們在進程的地址空間中“同時地”執行代碼。本數控系統軟件中,采用了前后臺型的多線程結構形式。前臺程序由系統主線程和定時器控制,主要完成界面管理、功能控制、系統管理等,并負責響應按鍵與界面輸入的數據,即實現管理層的功能。后臺程序放在輔助線程中,負責進行數控代碼的編譯處理,向PMAC發送命令以及實時數據采集,實現了控制層的功能。
3.2 G代碼轉換模塊的實現
為了使PMAC控制卡兼容G代碼指令,專門開發了G代碼編譯轉換模塊,大大提高該控制系統的開放性和兼容性,為熟悉G代碼編程的用戶提供了方便。本編譯模塊使用了多線程的方法。多線程的應用使程序的并行處理得以實現,多線程使得不同的代碼可以“同時”執行。本模塊采用了工作者線程,其適用于處理后臺任務,而不影響用戶對應用程序的使用。工作者線程僅僅由一個函數體實現,其實現簡單,便于編程者控制,與事件同步方法相配合能對中止消息做出較快反應。事件同步是通過將事件自身設置為有信號或無信號來通知其它線程的某一操作已完成或尚未完成,其設置可由編程人員手工完成,適合于工控程序應用。
與之相對應,本模塊具有一個主線程和兩個子線程,其中一個子線程為通信線程,另一個為計算線程。主線程是Windows下每個應用程序都具備的,負責線程間的同步、向計算線程和通信線程傳遞參數、管理人機界面、接收用戶輸入等功能。通信線程通過通信端口(本程序涉及的是PCI接口)負責與下端的設備進行通信并交換數據。計算線程負責核心算法的實現,根據系統的不同完成不同的數據處理任務。程序結構如圖5。
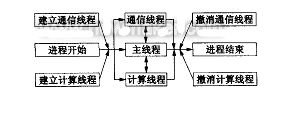
圖5多線程結構示意圖
4.結論
Windows CE以其良好的實時性和對多線程的支持,為實現總線式、模塊化、開放式的數控系統提供了便利。隨著Windows CE. NET系統的不斷完善, PC機速度的不斷升級,其可以應用的軟硬件資源不斷發展,開放式數控系統必將受到國內外的普遍關注。





評論