采用激光對刀具進行無接觸和高精密的測量

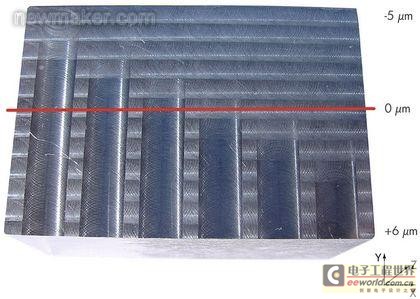
圖2 通過從+Y向-Y方向上的橫向銑削,可對設備的定位精度進行檢驗。在高端設備上,刀具可精確地在用戶所指定的階梯上實現第一個合格的表面接觸
在試驗過程中,對四種直徑分別為0.1mm、0.3mm、1.0mm和6mm的立銑刀和四種球銑刀進行測量。所得到的測量結果令人印象深刻。若采用Laser-Control Nano NT標準系統,則測量值的離散范圍為±1.5μm(圖3)。如果在選擇激光測量系統時已經得知在設備上所采用的刀具的特征都基本類似,則絕對精度在±0.5μm范圍內。
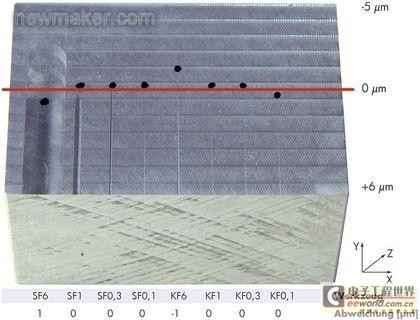
圖3 所測得的長度數值被用作為在零線上作橫向銑削的基礎。在試驗過程中,針對使用Laser-Control Nano NT標準系統和各種不同刀具的測量場合,所測得的最大誤差為±1.5μm
可測量的最小刀具直徑原則上要取決于測量儀器使用的前提和條件。例如Blum公司的標準型測量系統即可在極端條件和各種不同型號的設備上實現安全可靠的精確的測量。但是,微型加工設備上的狀況和條件會與標準型設備的情況有所不同。因此,針對這種測量任務和環境,需要采用相匹配的測量儀器。如果在特殊情況下采用極小型刀具的話,則廠家在供貨之前可以依據用戶的實際需求對測量系統進行配置。通過采用符合用戶需求的測量系統,可以對5μm以上直徑的刀具進行測量。
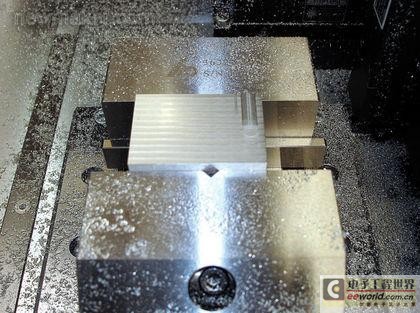
圖4 各種試驗在高端加工中心上和在可控的工況條件下進行

評論