無鉛制造中的測試與檢測

圖1是HP Loveland工廠在多條生產線上使用免清洗無鉛工藝生產產品的焊接缺陷統計圖,產品線路板為中/低組裝密度,器件種類較多,因為是在多條生產線上完成的多品種產品,因此從器件到焊接材料,都存在著一個較大的變動范圍。剛開始采用無鉛焊料時,缺陷的PPM值很高,經過大約2年時間的工藝改進,缺陷的PPM值降到了原來使用SnPb焊料時缺陷程度的2倍左右。從錫鉛向無鉛的轉換過程中,以下幾個問題對測試/檢測控制是非常重要的:
多數情況下焊接缺陷率升高
從焊膏印刷、貼片、爐前、爐后、波峰焊后、ICT,功能測試不同階段分別進行焊接缺陷統計分析
工藝問題增多,對工藝控制(SPI,AOI)等要給予更高的重視,最終產品高缺陷率對生產工藝,測試/檢測方法也提出新的要求
為減少維修的麻煩,高診斷能力的測試/檢測方法十分重要

潤濕特性不同
影響焊點形狀的因素有:熔融焊料的潤濕性及表面張力,焊盤與引腳鍍層的材料,以及無鉛焊料的潤濕性沒有錫鉛焊料強。
以上幾點對無鉛產品焊點的形狀及缺陷率產生了直接的影響。焊接缺陷增多的主要原因是無鉛焊料的潤濕性差,請看下面幾個與焊料潤濕特性相關的實例:
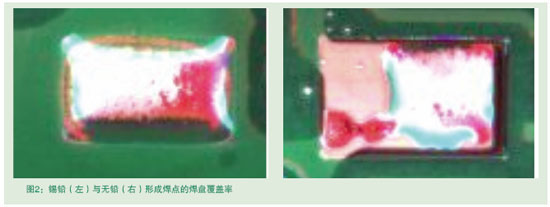
1、焊盤覆蓋率。因為無鉛焊料潤濕性降低,回流后留在焊盤上的焊料不能完全覆蓋焊盤。如圖2所示,這只是兩個空焊盤上錫鉛焊料與無鉛焊料的比較,左圖為傳統的錫鉛焊料形成的焊點,很明顯其焊料回流后全部覆蓋焊盤;而右圖的無鉛焊料經回流后形成的焊點只覆蓋右半部焊盤。在PCB無鉛裝配過程中,像右圖的焊點情況通常視為合格,但這樣的焊點對傳統的在線測試(ICT)及功能測試結果會產生一定的影響。如果這是一個測試焊盤,探針就有可能損害到焊料未完全覆蓋的裸露的焊盤部分。根據以往的測試經驗,裸露焊盤部分只有助焊劑殘留物覆蓋,探針容易刺傷焊盤而不能形成良好接觸,造成ICT及功能測試通過率降低。
2、另一個潛在的問題是彎曲變形的引腳。對于引腳稍有彎曲變形的器件,其在錫鉛焊接過程中因焊料的潤濕力較大,一般情況下回流后能獲得合格焊點;而同樣的器件在使用無鉛焊料時,多數情況下產生開路或焊點可靠性降低,而不能形成合格的焊點。
3、潤濕力對偏移器件的影響。如果器件貼裝時偏位,使用錫鉛焊料在回流過程中產生自對中能力,可以把貼裝偏位的器件拉回到焊盤上,形成良好焊點;同樣對無鉛焊料講,由于潤濕力的降低,焊料回流過程中,不能將器件拉回到焊盤上,而焊料只是在原位熔融、固化,因此,要想在無鉛焊接中得到良好的焊點,就必須提高貼片機的貼裝精度或爐前進行人工校正,不然回流后偏移這一缺陷會顯著增加。
4、潤濕力還影響到相鄰焊盤間的橋接/短路。錫鉛焊料的潤濕力通常可將焊料凝聚到焊盤上,消除橋接產生的機會;而無鉛焊料因為潤濕力差,相鄰焊盤間焊料熔融后不能全部拉回到焊盤上,在相鄰焊盤之間殘留的焊料形成橋接,造成短路。
5、潤濕力對波峰焊接的影響。在波峰焊接過程中,熔融的焊料填充到通孔中,形成焊點。錫鉛焊料波峰焊接時,焊料填充滿通孔,形成的焊點牢固可靠;無鉛焊料用于波峰焊接時,熔融的焊料因潤濕力差,不能填滿通孔。圖3是通過X光檢測到的無鉛焊料的波峰焊后情況,只有部分無鉛焊料附著在了通孔壁上。
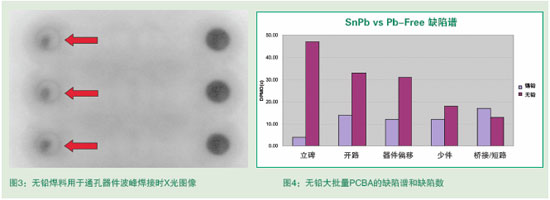
目前,使用無鉛焊料帶來問題的例子有很多,其中大多數經驗來自大批量消費類電子產品制造領域。因為大多數消費類電子產品的板型簡單,器件/焊點數量不大,器件類型的變化也不快。下面是對二種相似板型的同一種CM產品進行的試驗:其中一種采用錫鉛焊料,另一種采用無鉛焊料,二種板子都是消費類電子產品,最小的是0.5mm間距的器件(BGA,翼型引腳元器件,SMT連接器),板上最小的片式元件為0402(英制)。每塊板上大約有1300個元器件,焊點數大約為3,000個。使用錫鉛焊料的板子批量為85,000PCS,使用無鉛焊料的板子批量為60,000PCS,圖4是記錄的二種板子的缺陷譜和缺陷數(注意,圖中所示的只是對無鉛工藝有重要影響的缺陷種
類)。
從圖中可以看出,立碑現象變化最大,主要發生在0402元件上,開路、移位現象在錫鉛焊接上也有發生,無鉛焊接中只有橋接/短路發生率下降,好像與我們預料的不同。也許是無鉛焊接過程控制嚴格的緣故吧,因為工程師對無鉛生產設備,工藝都做了適當的調整。DPMO統計結果:無鉛焊接缺陷率
•空洞:空洞產生幾率顯著增加,空洞對產品的影響尚需進一步研究
•立碑:立碑現象顯著增加
焊料不足:波峰焊接過程中,通孔中焊料明顯減少•橋接:主要存在于波峰焊,選擇性波峰焊中
錫須:對長期可靠性有影響,不幸的是,現在已有產品在測試中出現問題

無鉛測試策略
1、實施無鉛焊接之前對正在進行的錫鉛焊接工藝建立一套完整的工藝體系。當確定了正常的缺陷水平和缺陷譜,從測試/檢測角度找到瓶頸在哪里,并對無鉛焊接可能產生的缺陷有了正確的預測之后,方可實施無鉛導入。
2、對于有多條生產線的加工企業,應從一條生產線開始轉入無鉛焊接,并在該條生產線上嚴格執行測試/檢測,充分利用分析軟件進行分析。正如前面提到過的,向無鉛轉換的過程中,會有很多問題出現:要解決潤濕性問題回流溫度和波峰焊接溫度的升高后器件的耐熱問題工藝窗口變小的情況下回流曲線的建立問題等。一套好的工藝程序應從絲網印刷開始,加強印刷后焊膏檢測,回流過程中注意預熱控制;一條好的回流曲線可降低焊接缺陷,收集各工藝段的測試/檢測數據,并加以分析,有助于提高生產工藝能力,降低焊接缺陷,可按缺陷增加類型調整檢驗標準。當所有問題得到解決,缺陷率及質量合格率可接受后,方可開始進行其他生產線向無鉛工藝的轉換。
3、注意,當同一條生產線從一種板型轉換為另一種板型時,也會有較大的工藝變化,也許某些板型轉換過程中會有少量問題出現,而其它板型的焊接缺陷會急劇升高,出現較多的問題。因此,用一條生產線作為向無鉛轉換的測試線,解決出現的問題,分析潛在的問題,解決產生不良影響的工藝問題,從而使所有生產線順利轉到無鉛化生產。
無鉛對測試/檢測方法與設備的要求
焊膏檢測(SPI)
更換為無鉛焊膏后,印刷工藝也要做適當的調整,使用3DSPI可快速優化印刷參數,改善印刷性能。通過過去10年以上的錫鉛印刷工藝參數的研究,焊膏印刷體積與焊點長期可靠性之間有著密切的關系。無鉛焊膏的印刷量對無鉛焊點的可靠性及其它相關問題有著同樣的影響,因此,對3DSPI的需求更為迫切。對稱焊盤上印刷同樣體積的焊膏可以減少立碑的產生,使用3DSPI檢測系統可以在焊接前預測潛在問題,對后面的回流工藝有一定的幫助,可減少實際應用中的缺陷產生,是向無鉛轉換中的一個重要的控制手段。
爐前,爐后AOI檢測
應用AOI對焊點進行檢測時,無鉛與錫鉛焊點的顏色稍有不同,無鉛焊膏的潤濕性比錫鉛焊膏差,AOI檢測到的無鉛焊點顏色較淺,為此英國國家物理研究實驗室(NPL)對六家供應商提供的AOI設備進行了測評,結果在2002年6月公布。研究表明,現有的AOI檢測系統測試出的無鉛與錫鉛焊接結果稍有不同,但不影響對焊點好壞的判別,完全有能力對無鉛PCB焊點進行檢測。因此,現在大多數AOI檢測設備可用于無鉛檢測。
AXI(自動X光檢測)
X光檢測可以直接觀察焊點圖像,能否用于無鉛焊接?回答是肯定的。無鉛焊點產生的圖像有足夠的對比度來觀察焊點情況,圖6是使用傳統的錫鉛焊料的X光圖像,圖7是使用無鉛焊料的X光圖像。從兩個圖像中可以看出,錫鉛與無鉛的X光圖像無太大差別,由于人類視覺對灰度的辨別能力,觀察出的無鉛焊點比錫鉛焊點薄1520%,精確測量時可以增加這一補償,實際觀察到的焊點形狀是基本相同的,因此,X光可以應用于無鉛焊接的產品檢測上。
ICT
ICT測試基礎是探針與焊盤(點)之間有良好的接觸,成功檢測的原理是使用硬的尖利的探針刺穿測試點上的助焊劑殘留物及其它氧化物,與測試點上覆蓋的焊料有良好的接觸,刺穿深度由探針的材料及形狀決定;刺得越深,與測試點的接觸越好。
錫鉛焊點的硬度大約為5000PSI,與之匹配的探針是80Z不銹鋼或鍍鈹探頭的探針,以上匹配可以達成良好接觸。熱風整平的PCB在測試點上已形成錫鉛焊點,與探針容易形成良好接觸。而適用于無鉛的OSP處理的PCB表面,需要通過模板印刷,回流后形成與探針接觸的測試點,測試點上焊料的多少是由模板決定的。
一般情況下,PCB文件中不包括測試點,在模板制作時要考慮到測試點的位置,否則測試點上沒有焊料而成為裸銅焊盤。裸銅的伸展強度高,電遷移較鉛基焊料嚴重,又因裸銅焊盤較薄,容易被探針刺傷。此外,OSP處理過的PCB回流后,裸銅焊盤極易氧化,造成探針與測試點之間接觸性差,影響ICT測試。
因此,在無鉛產品測試時,切記不可使用裸銅焊盤的測試點,制作模板時要考慮測試點上的焊膏印刷。對于OSPPCB,制作模板時要考慮測試點開孔,回流過程中,熔融焊料覆蓋焊盤,令測試點與探針之間形成良好接觸。
無鉛焊料的延伸強度比大多數鉛基焊料形成的焊點強度小,接觸點會稍小一些,測試點上錫的氧化物是導體,不影響探針與測試點的接觸,相對于錫鉛焊料時探針必須刺穿氧化層要省力。
由于無鉛焊料可焊性較差,必須選用活性強的助焊劑來提高潤濕性,因此無鉛焊料形成的助焊劑殘留物比使用錫鉛焊料要多且硬,很難被探針刺穿。當出現問題時,可與供應商聯系以減少助焊劑帶來的麻煩。
功能測試
無鉛焊接主要是焊料要求回流溫度升高,這樣會增加返修對PCBA造成的潛在危害以及增加高密度PCBA的返修難度。最好的解決方法是通過功能檢測校正前道生產工藝,降低過程缺陷。此外,在功能測試發現短路時,通常使用熱風槍處理,否則只能更換器件。根據測試結果診斷分析,利用先進的軟件功能修改測試程序,消除潛在問題,可節約返修資金。
PCBA功能測試是通過板子四周(邊緣)的連接器或板針來完成的,板針測試時也有ICT測試時接觸方面的問題,建議采用上述ICT處理方法。

評論