C40P可編程控制器在成方機上的應用

一、 概述
我公司制桶生產已有多年,制桶生產線已有多條。制桶生產線的工藝過程是:將馬口鐵彎卷成圓桶形焊接,然后經過成方機加工,使之成為長方形,然后經翻邊機翻天地邊,經卷封機卷天、地板。經檢驗成為成品桶。在制桶線的成方機中,由于有檢測有桶否 ,確定焊縫位置,把圓桶舉起成方,放下,搬送等加工過程。機器動作多,控制過程比較復雜,故選用PLC加以控制。
二、硬件配置
成方機是在PLC系統的控制下實現全自動化生產的,這套控制系統是由日本立石公司的C40P組成的中心處理單元,硬件聯接見圖1
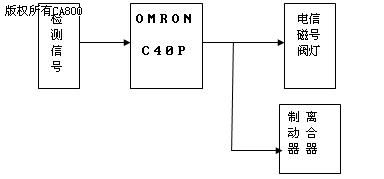
圖1 硬件聯接圖
可編程序控制器,簡稱PLC;在生產設備中有大量的開關量及模擬量的控制裝置,如:電機的啟停,電磁閥的開閉,產品的計數,溫度、壓力、流量的設定與控制等等。以前,以上的控制主要是用繼電器或分立元件來實現。但隨著生產的飛速發展。人們對這些自控裝置提出了更通用、易變、易修、可靠、經濟的需求。隨著電子技術的發展,人們開發了各種各樣的可以滿足上述要求的控制裝置,其中就有可編程序控制器(PLC)。PLC是1969年才開始發展的。它按照成熟而有效的繼電器控制概念和設計思想,利用不斷發展的新技術、新電子器件,逐步形成了各具特色的系列產品。
OMRON C40P具有以下特點:
1.功能齊全:PLC的基本功能包括開關量輸入/輸出。內部中間繼電器,延時ON/OFF繼電器、鎖存繼電器、主控繼電器、計時器、計數器、移位寄存器、四則運算、比較、二十進制轉換等。
2.應用靈活:C40P的標準的積木式硬件結構,以及模塊化的軟件設計,使得它不僅可以適應大小不同、功能繁多的控制要求,而且可以適應各種工藝流程變更較多的場合。它的安裝和現場接線簡便,由于它的邏輯、控制功能是通過軟件完成的,因此允許設計人員在沒有購買硬件設備前就進行“軟接線”工作,從而縮短了整個設計、生產、調試周期。
3.操作方便、維修容易:C40P采用電氣操作人員習慣的梯形圖形式編程與功能助記符編程,使用戶能十分方便地讀懂程序并編寫、修改程序。PLC帶有完善的監視和診斷功能,對其內部工作狀態,通信狀態,I/O點狀態和異常狀態均有醒目的顯示。因此,操作人員,維修人員可以及時準確地了解機器故障點,利用替代模塊或插件的辦法迅速處理故障。
4.穩定可靠:各生產PLC的工廠都嚴格按有關技術標準進行出廠檢驗。C40P通過了JIS標準,所以,盡管PLC有各種型號,但都可以適應惡劣的工業應用環境。另外,由于其結構精巧,所以耐熱、防潮、抗震等性能也很好。
三、軟件結構
OMRON公司C40P可編程控制器所用編程語言為梯形圖。
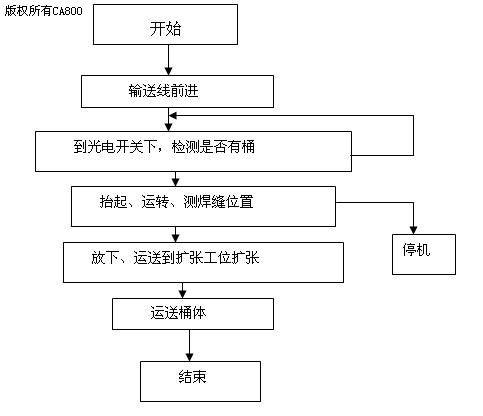
圖2流程圖
由于制桶生產線上成方機的工藝要求是:(1)將焊接罐體由圓形變為方形。(2)保證焊縫的位置在罐邊的正中位置。所以,在軟件設計中,首先考慮將罐的焊縫位置找正,固定后,通過成方工位,使之成方,然后運送出成方機,完成成方工作。
尋找焊縫的工作是由一個振動傳感器和一個放大器完成。由于焊縫是凹凸不平的,這樣可由一個振動傳感器檢測,測到后傳入放大器,放大器輸出后輸入到可編程控制器,告知焊縫找到。成方的工作是由兩個擴張塊完成,當圓形罐到擴張塊中,擴張塊向外擴張,使圓形罐變成方形,完成成方工作。
四、控制功能
在自動運轉條件時,自動運轉中間繼電器得電,定位閥得電常閉,運送電機動作。然后檢測罐是否到位,到位后罐被阻擋桿定位,使罐體位置正確,然后是檢測、圓盤上升,計數等動作,邊縫檢測到后放下,到擴張工位擴張,然后,送出罐體,完成成方機工作送到下一工序。在手動運轉條件下,也可一步一步完成這些動作。
在焊縫檢測工位,由于在旋轉的罐邊緣測焊縫后要馬上停下來,以保證焊縫位置正確,這里利用了一套制動離合器:當電機帶動焊罐在旋轉時,制動離合器帶著旋轉,當焊縫找到后,制動離合器動作,使焊罐準確停止,保證了焊縫的位置。
五、結束語
雖然PLC控制器價格較高,但由于PLC內部輔助繼電器的存在;及輸出點能承受大負荷,故可以直接驅動一般的電磁閥和信號燈,這樣便能節約原來所有的中間繼電器,由于元件的減少而使控制柜的體積縮小。并且,PLC的可靠性較高,功能也較全,是理想的控制器件。

評論