基于現場總線的加工中心用六軸數控系統



圖4STH-850型數控加工中心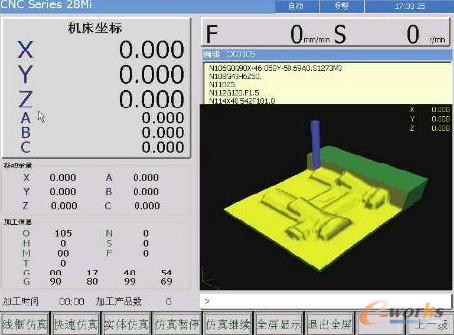
圖5六軸數控系統主界面圖
數控系統主要的技術指標如下:
1)具有六個運動軸,即直線軸X、Y、Z軸,旋轉軸A、B、C軸,可實現五軸聯動,最小分辨率0.001mm/0.001度;
2)切削進給速度達到24m/min,快移速度達到24m/min,進給加速度達到20m/s2;
3)具有微線段的前瞻自適應速度控制功能,其中微線段最小段長為0.01mm,預讀段數為100段;
4)具有直線、圓弧插補、空問螺旋線等插補功能;
5)具有刀具補償、螺距補償以及反向間隙補償等自動補償功能:
6)主軸轉速達到BDDOrlmin,具有正轉、反轉、停止以及準停功能;
7)支持鉆孔、鍵孔、攻絲等多種固定循環加工宏指令;
8)提供內裝式PMC功能,可使用梯形圖進行編程;
9)具有動態三維仿真顯示功能;
10)提供手動、自動換刀功能。
在預讀段銜接進給速度和加工過程平滑減速的約束條件下,對轉接點最優銜接速度進行預計算,以實現前瞻自適應速度控制功能。按照國家標準對直線和圓插補精度進行了測試,測試結果如表3所示。實際測試表明,微線段加工時其進給速度可達到1m/lmin,可實現進給速度的高速平滑銜接。圖s為使用五軸聯動加工葉輪試件的實際切削圖。數控系統經過持續不間斷生產加工,結果表明:控制系統硬件能夠可靠工作,軟件各項功能工作正常并且穩定,加工過程中速度控制平穩,精度高,系統各項指標均達到了設計時提出的要求。
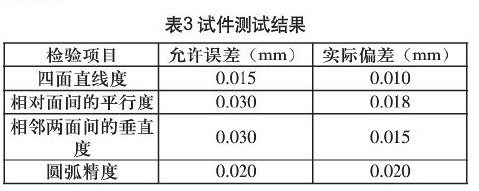
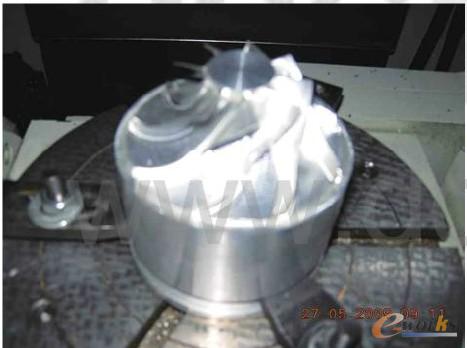
圖6五軸聯動加工試件實際切削圖
5 結束語
為了保證加工中心用數控系統連線方便和功能具有可擴展性,本文提出了基于現場總線的六軸數控系統結構,實現了分布式的運動控制,克服了傳統數控系統集中式控制的缺點。設計了一種現場總線協議及其安全通恰軟件,能保證CNC控制器與內裝式PMC、遠程操作面板之問進行數據通信的實時性和可靠性。該系統已在五軸數控加工中心上得到了成功的應用。

評論