基于PLC的PROFIBUS現場總線埋弧焊接控制系統設計

4.2 二類主站TP170A軟件設計
TP170A的組態軟件為SIMATIC ProTool,通過其進行參數選擇與設置,設計焊接操作界面,最后將程序塊存入CPU315-2DP存儲器中。操作界面可進行焊接方式選擇和焊接參數設置等操作。操作界面功能選擇頁如圖2所示。

圖2 功能選擇頁
4.3 從站CPU224XP軟件設計
PLC系統軟件一般采用模塊化程序設計,整個程序由若干個功能相對獨立的模塊組成。PLC強大的數學功能指令使復雜的數學計算變得容易實現。S7-200PLC控制程序從結構上劃為主程序和功能子程序,主程序主要完成參數的初始化等操作;功能子程序包括焊機組合變位控制子程序、機頭行走子程序、送絲控制子程序、絲極擺動控制子程序、電流控制子程序、雙機長軋輥加工子程序、手動操作臺信號處理子程序等。實際控制時要求這些程序控制的動作協調統一,不單純依靠主程序或某一子程序控制。
加工長軋輥時兩臺從站CPU224XP首先要接收CPU315-2DP發出的時鐘信息,然后設置好實時時鐘。接下來通過比較判斷兩臺從站時鐘是否一致,如不一致,向CPU315-2DP發出錯信息,CPU315-2DP重新發送時鐘信息。這樣在焊接長軋輥時利用兩臺從機的時鐘,按一定時序進行加工,可保證焊接正常有序進行。雙機焊接長軋輥子程序控制流程圖如圖3所示。
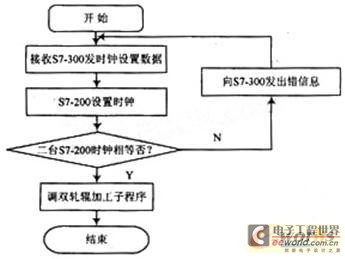
圖3 焊接長軋輥程序框圖
5、結 語
軋輥埋弧焊接專用設備控制系統設計方案采用基于PLC的PROFIBUS現場總線控制系統。應用現場總線技術的軋輥埋弧焊接控制系統可以使傳統的埋弧焊接加工更加富有活力,使焊接的監視、控制等操作變得更加容易,有利于提高勞動生產率。

評論