基于CAN總線解決方案的玻璃磨邊機

玻璃磨邊機屬于玻璃深加工設備,用于把粗加工成型玻璃的兩邊或者四邊經過磨輪磨制成各種各樣的邊型,以適合各種不同的應用環境,比如汽車玻璃、家用玻璃等。目前玻璃磨邊機大都采用變頻器來控制,通過普通電機來帶動絲桿來調節磨刀的位置,效率低下且精度不高,嚴重制藥了生產效率的提高,同時不能滿足客戶多樣化的需求。
2 工藝概要分析
隨著工廠自動化水平要求的提高,傳統的玻璃磨邊機已經不能滿足客戶的要求,因此迫切需要一種新的控制方式來對原有設備進行改良,因此客戶對工藝提出更高的要求。該設備與普通的玻璃磨邊機具有不同之處,主要體系如下:
能夠通過hmi在線選擇、修改所加工工件,且能在3s之內控制磨刀電機迅速運行到正確位置,這個位置必須是plc自動實時計算hmi設置的數據得到的;
能夠保存多組玻璃加工參數,在切換加工工件時,不需用戶再輸入參數,只需直接調用即可;系統斷電后,系統能夠自動控制磨刀回到斷電前的位置;加工精度必須控制在±0.2mm;hmi必須能夠實時顯示出故障、運行狀態、實際位置等信息,以便操作人員清楚當前系統處于何種狀態。
3 can總線解決方案
3.1 方案與配置設計
深圳步科電氣有限公司及時響應客戶需求,根據客戶工藝要求因地適宜地為該系統選擇了can總線解決方案,采用kinco總線型控制器-k4 plc作為系統控制核心,采用kinco智能伺服驅動器作為磨刀驅動電機,徹底解決了客戶目前遇到的問題。kinco k4 plc是上海步科電氣面向機器自動化領域推出的一款帶can總線接口的小型plc,是步科電氣kinco plc家族中的新成員,繼承了kinco k3系列plc穩定、可靠、易用的特點。采用全新的設計理念,性能更好且功能更強的中央處理器,具有了比普通小型plc更強的數據運算能力,另外該型plc還具有can總線接口,與伺服驅動器、遠程i/o、變頻器等產品組成一個功能強大的總線系統解決方案,及為您的機械設備控制帶來了強大、靈活、高效、性價比更高的控制方案。該型plc還可以通過can總線接口任意擴展i/o,最大支持2048個di/do。
基于can總線控制的自動化磨邊機解決方案如附圖所示。電控系統配置如附表所示。
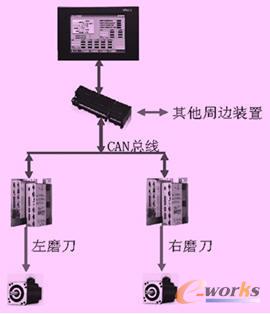

附圖 can總線自動化磨邊機解決方案

3.2 can總線方案評估
鑒于客戶提出的工藝要求,我們根據最佳的性價比原則為客戶選擇了can總線系統解決方案,該解決方案具有很強的靈活性和很高性價比。比較傳統方案的優勢:節約布線成本,減少布線時間,減小出錯機率;減小施工難度,縮短施工周期;降低系統總成本;可靠性更高,抗干擾能力更強;全數字信息交互,信息量更大,實時性更高,可維護性更強。
3.3 can總線解決方法
對于該系統充分的利用了can總線技術優勢,并充分發揮k4 plc的優點,為客戶解決了工藝要求提出的問題。通過hmi上配方卡功能,實現對工件參數的修改、斷電保存。
(1) 在hmi上選擇好工件后,系統立即自動傳遞這些參數到k4 plc,plc 將自動根據這些參數來計算左右磨刀伺服電機的位置,然后通過can總線傳遞這些位置數據到伺服驅動器去,伺服驅動器再接收到這些數據后,將立即驅動電機運行到相應位置,從而實現更換工件動作。因選擇參數到最終電機運行到位的時間需要控制在3s左右,所以plc將自動根據位置數據和時間來計算伺服電機的運行速度,從而實現快速定位目的。
(2) 在切換工件時,操作人員只需通過hmi上配方下降按鈕就能把所需加工工件參數下載到plc,不需要重新輸入。添加新工件時,操作人員只需一次性輸入所有工件的所有參數即可,也可以調出這些參數進行修改,然后在保存到配方里面。
(3) 系統運行時,plc通過can總線實時采集伺服電機的位置數據,上電之后plc將把掉電前的數據發送到伺服驅動器,以控制電機返回到掉電前的位置。因can總線特有的數據傳輸機制,保證了伺服電機位置的絕對實時性,避免了普通485通訊方式的延時問題。
(4) 采用智能型伺服驅動器及其can總線控制技術,plc能夠實時通過can總線監視伺服電機出現的故障,并在hmi上顯示出來。同時plc還可以監視伺服電機實際位置、實際速度等信息,采用can總線通訊技術具有方便、數據量大等特點,解決了傳統485方式無法實現大數據量傳輸等難點。
(5) 另外采用can總線系解決統方案,避免了傳統脈沖方向控制方式的編程量大、調試復雜、接線眾多等技術問題,為客戶節省了成本和時間,提高了效率。
4 結束語
該系統為用戶帶來了效率(轉換工件時間的縮短)的提高,同時也降低了系統綜合成本。采用總線型k4 plc控制,能夠方便實現更改工件參數、更換工件等動作,增加了設備的靈活性,使其使用于各種不同款式玻璃的加工。系統采用can總線通訊,增強了系統的透明度和系統的抗干擾能力。

評論