工業以太網PROFINET革新卷煙制絲線的電控系統

卷煙企業的生產流程,主要是:制絲、卷接、包裝。而制絲線(Prime line)是確保保證卷煙質量穩定的生產線,同時制絲線也是的工藝流程最長、工序最繁雜、設備種類最多的生產線。制絲線的自動控制方式,是按葉線、梗線、配比、加香加料等工藝段劃分,先獨立通過PLC掛接現場總線(Fieldbus)的方式完成工藝段的控制,然后再通過以太網(Ethernet)將各工藝段相聯,最終完成相應的數控采集、監控。這種控制模式在當前的卷煙行業內得到了最廣泛的應用。
2 當前制絲線電控系統簡介及問題分析
2.1卷煙廠制絲線電控系統
制絲線電控系統是卷煙廠制絲生產線的控制核心。系統示意圖如圖1。
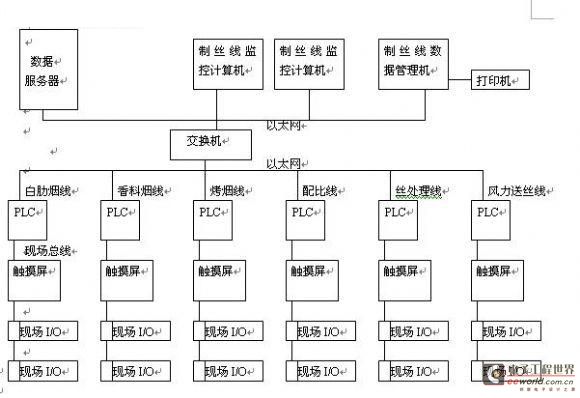
圖1 卷煙廠制絲線電控系統示意圖
原電控系統的各個工藝段由PLC、觸摸屏、現場I/O站組成控制系統,現場總線將各部件聯接;現場層與監控管理層通過以太網交換機進行聯接。
在生產現場,各工藝段的PLC負責本工藝段的控制,根據生產工藝要求,發送相應控制指令;現場總線傳送指令到達現場I/O站,完成對現場執行器件的控制,同時采集現場傳感器的信號,回傳至PLC。觸摸屏顯示相關的生產參數,供現場人員了解生產線狀況,接收現場人員的生產操作命令。
監控管理層,交換機通過以太網將現場層與監控管理層聯接。服務器采集現場的生產信息,生成相應報表;監控計算機實時監控現場生產狀況,并可發布生產調度計劃。
現有系統存在的問題
在原電控系統中,各工藝段相對獨立,工序固定單一,適合固定產品的大批量生產。但當前卷煙市場競爭激烈,新產品的開發投產要求工藝技術不斷改進,此時這類電控系統的剛性就暴露無遺。工藝段進行調整時,整個工藝段的電控系統要重新設計;制絲線的整線調整就等同于新建一條生產線。此外,現場觸摸屏的人機界面功能單薄,而且當現場操作觸摸屏出現問題時,其所負責的監控的工藝段就無法實現人機交互的功能;更為嚴重的是,當控制系統的集中監控計算機停機(包括正常停機和故障停機)時,整條制絲生產線就不能正常生產。整個電控系統結構繁雜、難于維護,無法適應目前先進的柔性生產理念的要求。
新電控系統的設計
控制體系的選擇
卷煙廠的自動化已由簡單的生產車間自動控制、辦公室的計算機使用,延伸到了管理層、控制層、現場層的方方面面。正如菲尼克斯電氣在2004年首次提出信息控制一體化的理念 — 即以實時工業以太網(Real Time Ethernet)完成企業內所有設備的聯接,實現信息流的暢通無阻。在此選用的工業以太網PROFINET,正是基于這一理念,由INTERBUS CLUB(由菲尼克斯電氣主導)與PROFIBUS USER ORGANISATION(由西門子主導) 共同推出了。
PROFINET是一個整體的解決方案,它使用TCP/IP和IT標準,符合基于工業以太網的實時自動化體系。PROFINET能夠實現與現場總線的無縫集成;它可以滿足用于所有客戶需要的統一的通信,將現場總線傳輸現場信息的實時性、使用方便、診斷功能強和經濟性的特點,與工業以太網的多主站、通用性、同時能夠通過采用不同速率來傳輸大數量信息的特點有機地結合起來。
現場操作員終端的選擇
為更好地實現現場監控,此次選用了PPC 5315工控機(菲尼克斯電氣)。此種型號的工控機滿足了原有的現場顯示需求,同時提供通用的WINDOWS運行平臺,可以同時運行多套主機商開發的程序;PCI、ISA通用擴展槽、雙以太網口等接口,使通過外接擴展卡增強系統功能異常簡單。另外考慮到工業現場溫度較高、濕度較大、且粉塵較多、設備工作時震動頻率大,此工控機采用無風扇設計、工業硬盤且帶防震安裝裝置。可維護性較好,同時數據信息得到良好保護。

評論