變頻器控制功能的參數選擇與典型應用

4 工藝過程閉環控制方式
傳統的v/f控制實際上是一種角速度的控制模式,而閉環速度控制是通過對實際角速度的檢測的一種調節控制。但是,在現實的許多應用場合,顯然,我們并不只關心電機的速度,而可能更多地要關注生產工藝過程中的某些被控對象的參數測量值,這些參數包括:溫度、壓力、流量、液位等信號。比如,在混配料系統中,我們可能需要關心某種配料的質量或流量,而這個量卻并不直接與電機的速度成正比例或反比例關系,這是工藝閉環過程控制與上面所敘述的閉環速度控制的根本差別,當然,工藝過程閉環控制也是一種閉環控制,它關注的不是速度而是工藝過程的參數變量。在諸如這樣的一些應用場合,就需要我們采用工藝過程閉環控制方式。
問題3的提出
假定有一個需要進行混配料比例控制的用戶,他的配料a和配料b由各自的配料電機送入配料攪拌筒中進行混合均勻攪拌,其中,配料b有生產過程決定其送料的多少,而配料a需要根據配料b的變化始終保持在攪拌筒混合料中的比例恒定,如圖2(b)所示。現要求對配料a的電機進行變頻控制,以實現如下具體需求:
(1) 配料a的比例可以自由設定;
(2) 既使在配料b的量是變化的時候,配料a在混料攪拌筒中的比例也要維持在設定比例。
問題3的分析
首先,用戶對配料電機a的控制需求是要根據配料b的變化始終維持恒定的配料a所占比例的一種閉環控制方式,這個反饋信號是混料筒中的配料a所占的比例信號,它與電機的速度無關,因此,可以準確地定位這種控制需求為工藝過程閉環控制方式。其次,用戶要求配料比可以在生產過程中根據需要進行設定,為此,需要提供配料a所占比例的設定手段—電位器給定配料比方式。椐此可以得到如表4所示的需求與對應功能。
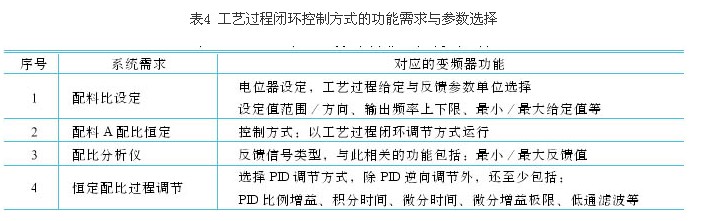
對比表4與表3,可以看見,他們之間的差異除了控制方式的選擇區別外,還有一個最為明顯的差異,那就是表4中作為控制對象的參考量與反饋值都是生產工藝過程中的參數(這樣設定的參數與反饋的參數都更直接表達了生產過程狀態,也更加直觀明了),而不再是速度參數。撇開這些表面上的差異,幾乎完全可以用一個虛擬的閉環“速度”控制來實現。從這個意義上講,工藝過程閉環控制方式與閉環速度控制方式在本質上是沒有差異的,它是閉環速度控制方式的延伸形式與變種應用。
5 開環轉矩控制方式
上面介紹的無論是開環與閉環速度控制,還是工藝過程閉環控制,其實質都還是變頻器的矢量控制技術的一種應用。矢量控制實現的基本原理是通過測量和控制異步電動機定子電流矢量,根據磁場定向原理分別對異步電動機的勵磁電流和轉矩電流進行控制,從而達到控制異步電動機轉矩的目的。具體是將異步電動機的定子電流矢量分解為產生磁場的勵磁電流分量和產生轉矩的轉矩電流分量分別加以控制,并同時控制兩分量間的幅值和相位,即控制定子電流矢量,所以,稱這種控制方式稱為矢量控制方式。矢量控制方式又有基于轉差頻率控制的矢量控制方式、無速度傳感器矢量控制方式和有速度傳感器的矢量控制方式等。而轉矩控制則是以轉矩為中心來進行磁鏈、轉矩的綜合控制。和矢量控制不同,直接轉矩控制不采用解耦的方式,從而在算法上不存在旋轉坐標變換,簡單地通過檢測電機定子電壓和電流,借助瞬時空間矢量理論計算電機的磁鏈和轉矩,并根據與給定值比較所得差值,實現磁鏈和轉矩的直接控制。
對交流電機的直接轉矩控制(dtc)技術的引入,使得交流電機轉矩特性像直流電機一樣在應用中表現的“硬”起來了,因此,dtc可以說是變頻器技術發展史上的又一個里程碑。目前,在丹佛斯vlt2800/5000、abbacs6000、愛默生td2000等產品中都有直接轉矩控制功能。
開環轉矩控制方式就是利用變頻器本身對電機的轉矩的控制來實現輸出軸轉矩的穩定控制,這種控制方式可廣泛地應用在那些在運行過程中需要保持轉矩恒定,不需要改變運行方向的場合,諸如:卷繞、擠壓、皮帶輸送等相關行業應用。
問題4的提出
假定有一個石料廠的皮帶輸送機用戶,皮帶輸送機需要不斷地將從料斗中卸下的片石塊送到破碎機中進行破碎,如圖2(c)所示,用戶想對這個皮帶輸送機進行變頻驅動改造,具體要求如下:
(1)由于料斗下料的大小、快慢不均勻,致使落在皮帶上的石塊總量不一致,希望即使在皮帶上的石塊較多時,皮帶也能夠拖的動;
(2)皮帶上的石料多時,速度可慢些,在皮帶上的石料較少時,希望皮帶能盡可能快些;
(3)現場無法提供檢測石塊在皮帶上數量多少的信號。
問題4的分析
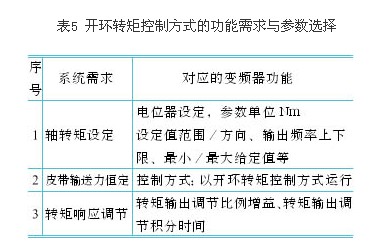
首先,應用現場無法提供被控對象的檢測信號,可以說只能采用開環控制方式;其次,用戶的第②個需求,實質上就是轉矩控制的運行特點,而要保證一個始終穩定的輸出轉矩(用戶的第①個要求)就只有采用轉矩控制方式,至此,我們可以肯定地說這個案例需要采用開環轉矩控制方式。椐此可以得到如表5所示的需求與對應功能。
用以上的方法在給一個90kw電機調試后,其表現出以下運行特征現象:
(1)當皮帶上的石塊量較少時,皮帶以較快的速度在運轉(但不會超越輸出頻率上限的限定50hz);
(2)當皮帶上的石塊量較多時(接近給定轉矩),皮帶運行在32hz~38hz;
(3)當皮帶上的石塊量很多時(超越給定轉矩),皮帶停止輸送。盡管此時電機停止運轉,即相當于堵轉表現的狀態,但與通常的堵轉有本質區別,在轉矩控制方式下,此時電機不會在短時間內燒壞。
6 速度反饋轉矩控制方式
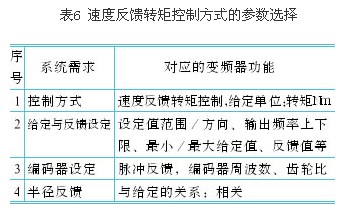
在開環轉矩控制案例中,了解到轉矩控制的一些特點,那么,如果應用場合在既需要保持控制轉矩穩定輸出的同時又需要根據速度反饋信號進行相應調節,此時,就要選擇帶速度反饋的轉矩控制方式。速度反饋轉矩控制方式最適合應用在卷繞、抽絲等紡織行業。在圖2(a)中,如果沒有張力架,收卷的張力需要依靠在變頻器上進行設定,并且要根據收卷筒半徑的變化作為反饋來適時自動調整電機輸出轉矩和角速度調整,來保持卷取切線力的恒定和線速度恒定,而將編碼器信號作為速度反饋信號,來保持角速度的恒定。在圖2(d)中給出了控制結構。按照圖2(d)的構造,得到表6所示的參數:
以上介紹常規控制方式是變頻器應用領域使用最為普遍的方式,約占整個變頻器應用需求市場的70%以上,準確掌握這些基本控制方式的內涵與應用技巧,基本上可以勝任變頻器的售前或售后技術服務支持工作。但對于一些特殊應用需求的場合,還需要掌握一些專用變頻器的應用技術和相關的控制概念以及生產工藝需求。這些比較特殊的應用場合一般都需要借助于變頻器廠家針對各個行業生產的“選件卡”或專用變頻器。
當前,由于變頻器行業的激烈競爭,各變頻器生產廠家幾乎都在努力尋找自己在相關行業上的專用功能產品的研發與定位。下面,簡要介紹幾種在市場上使用比較廣泛的特殊控制方式的概念,詳細的應用方法還需要用戶進一步參考相應的選件手冊或說明書。
7 其它特殊應用場合的控制方式
在這里之所以將以下的應用場合稱為特殊應用場合,是因為變頻器的這些衍生的控制方式是針對某個特定的行業應用開發的。撇開行業的特殊性,這些具有特殊控制功能的變頻器本身就是一個內在的、多變量輸入與反饋的閉環控制系統,只不過這些變量可能不僅有電流參數,還可能有轉矩參數、計算速度參數、計算功率以及甚至有時間參數和空間位置參數等。
7.1 曳引拖動控制方式
傳統的放卷筒的控制都是采用諸如力矩電機、剎車片、磁粉離合器等方式,lgis5變頻器的應用組參數app-33(標準配置,無須選件)可以實現對諸如需要在正常運行過程中處于力矩控制方式下的發電運行狀態。當收卷電機僅以一個恒定的線速度運行時,若系統需要控制張力,可以通過參數app-34來設定放卷張力的大小,由放卷電機來控制張力。曳引拖動控制方式與前面介紹的開環力矩控制方式的區別在于:
(1) 曳引拖動控制方式正常運行在發電狀態,而開環力矩控制方式則運行在電動狀態;
(2) 曳引拖動控制方式在受到的外界牽引力小于設定值時,它將正向運轉;反之,反向運轉;而開環力矩控制方式要么正向運轉,要么停止運轉。
在一個收卷與放卷的應用中,如果將放卷使用曳引拖動控制方式,收卷使用速度閉環控制,通過收卷和放卷變頻器的直流母線共享技術,不僅可以實現線速度恒定的恒張力控制目的,而且可以達到最大限度的節能效益。系統成本低、安裝調試容易。

評論