PLC在焦爐自動配煤控制系統中的應用

CP342-5 作為Profibus-DP主站時,最多可鏈接 124個從站,和每個從站最多可以交換244個輸入字節(Input)和244個輸出字節(Output),與所有從站總共最多交換2160個輸入字節和2160個輸出字節,但其DP通信編程與S7-300 CPU所集成的DP站有所不同,CP342-5為主站其模塊內部的數據寄存器與從站的I/O數據區的通訊過程是自動進行的,但必須填寫CP342-5模塊的硬件起始地址參數,使CPU能尋址到CP342-5位置,這個起始地址就是16進制的CPLADDR參數,它表示硬件組態的PZD起始地址,可在OB1程序中調用功能塊“DP_SEND” FC1和 “DP_RECV” FC2,來完成CPU經CP342-5數據寄存器對PKW、PZD的數據交換;本例中CP342-5模塊所連接的DP從站為SIEMENS 6SE70變頻器 + CBP2總線適配器,MASTERDRIVES/DC MASTER CBP2 DPV1其PPO(參數過程數據對象)類型共有以下5種:
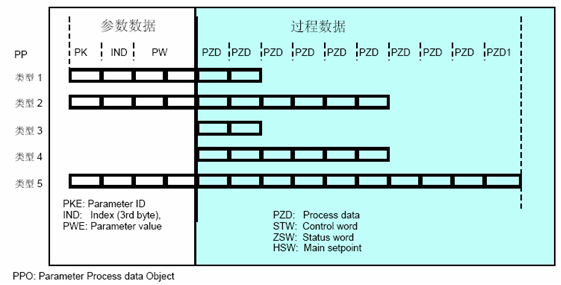
圖4:CBP2 5種PPO類型
本例中根據實際情況選擇類型PPO 4,此類型沒有參數數據PKW,只有6個字的過程數據PZD,過程數據主要包含:起、停命令、電流反饋、速度給定及反饋、運行和報警狀態等設定值和狀態值;但隨著今后的發展趨勢,西門子將會取消PPO類型,代之以標準報文或自由組態,這樣一來參數數據PKW就可以采用非循環方式來訪問(DPV1功能),非循環訪問不需要組態,用SFC58/59以讀/寫數據包的形式讀/寫參數,而過程數據PZD還是采用循環方式傳送,這樣可大大減輕整個DP網的通信負荷。另外在通信編程必須注意以下幾點:
·DP從站 I/O端口映射的I和Q存儲區起始地址必須從0開始;
·各個從站I/O端口地址應連續,相互之間不可有空隙;
·功能塊FC1和FC2中的發送及接收的數據字節應全部覆蓋各個從站的PZD長度;
本項目中MASTERDRIVES 與S7 300 DP通信編程步驟依次為:硬件組態(插入從站)、選擇數據格式(PP0類型)、I/Q address分配、創建DB數據塊、調用功能塊FC1(“SEND”)和FC2 (“RECV”)。見下圖功能塊調用:
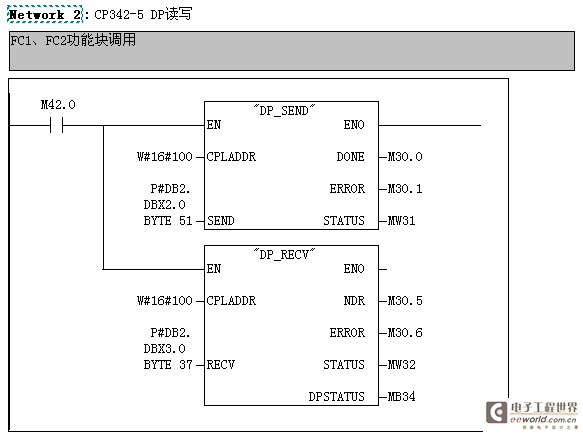
圖5:FC1和FC2功能塊調用
運行于Microsoft Windows XP下的Windows控制中心─WinCC V6.0為過程自動化領域中的領導者,作為基礎自動化系統重要組成部分,它將人機界面(HMI)系統、監控管理系統和數據庫技術集成為一體,它采用標準微軟SQL Server 2000數據庫進行數據歸擋存儲,并提供了SIMATIC MES/ERP的高效連接通道。利用WinCC可根據配煤煉焦生產工藝要求與控制內容,方便地制作配煤工藝流程界面、配方管理界面、各工藝和控制參數監測界面、網絡通信狀態界面、各設備順序控制界面、報警指示和記錄界面、趨勢圖記錄界面等功能模塊的設計,系統的各種控制參數、工藝參數及生成的數據庫均可自動存儲,實時查詢,同時自動生成年、月、日報表供打印和預覽。并啟用WinCC中的VBA腳本語言(Script)來實現對數據庫接口的ADO訪問應用功能,從而能滿足系統的擴展要求。
采用SIMATIC Step7+WinCC V6.0組合,可大大地降低系統開發的成本,縮短項目實施的周期,它具有應用靈活、規模可伸縮、使用簡便、功能強大等特點。另外,在本項目中充分利用 WinCC和Step7集成環境下的系統全局數據庫技術,在變量的操作、存取、修改和邏輯塊直接調用方面都給編程過程帶來了極大的方便,這種面向對象的編程技術特性在今后的功能擴充、方案更改、系統優化和維護方面都具有很大的實用性,同時提高了整個控制系統的穩定性、靈活性和可擴展性,是分布式SCADA系統及工廠基礎自動化層次的理想選擇。
本例中根據系統工藝要求,應用WinCC所開發的監控系統界面,采用樹型結構,具有多種畫面調用手段,以方便操作者使用,我們設計了以下幾個主要的功能畫面:

圖6 :HMI監控系統功能圖
工藝流程界面─在畫面中通過編程實現模擬顯示各個自動配煤工藝段的全流程,在各流程界面上動態地顯示各臺給料機的設定流量、瞬時量、負荷率、倉料位、電機轉速、電流反饋、配比、水份、小計累積量、總累積量、總流量、總設定量等等,以方便操作者能及時準確的掌握當前的工藝狀況,能夠對現場設備的故障進行實時診斷。以下是配煤流程界面圖之一:
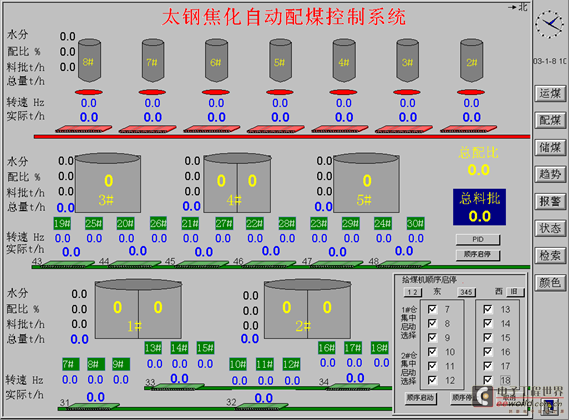
圖7 :HMI配煤監控流程畫面圖之一
故障報警界面─對于自動配煤中的一些重要的參數進行實時報警和自動生成故障記錄表,并根據設備的故障性質,系統自動診斷并采取相應的處理,故障診斷報警內容包含:稱重傳感器故障、測速單元故障、負荷率過載、速度上下限、流量上下限、缺料、皮帶斷裂/跑偏、網絡故障、偏差超限、電機過流/缺相/欠壓/過壓/短路等信息。
趨勢與統計界面─實時顯示主要變量的變化趨勢并形成歷史記錄,供今后可以查找過去的過程數據記錄,通過對各臺給料機的歷史趨勢數據比較,進而可以為配比統計分析提供依據,從而進一步預測和提高焦炭的質量。
流程監控與操作界面─實現生產過程中各設備的順序邏輯控制和系統協同操作運行,根據系統工藝流程的需求來確定運行方式、選擇流程控制模式和相應配方。系統操作根據控制方式可分為手動、半自動和全自動,根據操作地點可分為現場就地操作、控制室操作、上位HMI集中操作,從而覆蓋整個焦化配煤的工藝要求。
其它如系統調試工具、網絡通信管理等界面主要為系統診斷、調試、網絡狀態分析、網絡SNMP管理時所使用,限于篇幅就不再詳述了。
5.變頻器驅動的選型及參數設置
基于綜合因素的考慮,本次配煤皮帶/圓盤給料機驅動單元選用SIMOVERT MASTERDRIVES全數字多功能技術的電壓源型變頻器SIEMENS 6SE70,該裝置具有結構緊湊、可靠性高、功率因數高、輸出紋波小、32位CPU全數字控制、故障自診斷處理、電機參數自動辨識、組態功能豐富等特點,功率單元采用IGBT組件,具有良好的驅動性能,它采用先進的轉子磁場矢量控制策略,可以達到同直流傳動系統相媲美的動、靜態性能。可實現在低速狀態下的平滑運行和高力矩輸出、高精度的速度、力矩控制,以滿足焦化配煤工業的惡劣現場環境要求。它同時具有強大的通訊功能,其驅動通訊可以分為四種協議:Profibus-DP、USS、CAN、SIMOLINK。本例中是選擇CBP2通訊板來實現Profibus-DP開放式的現場總線的通訊控制。
MASTERDRIVES 6SE70變頻器部分參數設置如下:

上述參數設定方法有以下幾種途徑:
·裝置自帶的參數設定器(PMU)
·操作面板(OP1S)
·計算機(帶SIMOVIS軟件)
·SIMATIC自動化單元(帶CBP2)
MASTERDRIVES 6SE70變頻器接線圖如下所示:
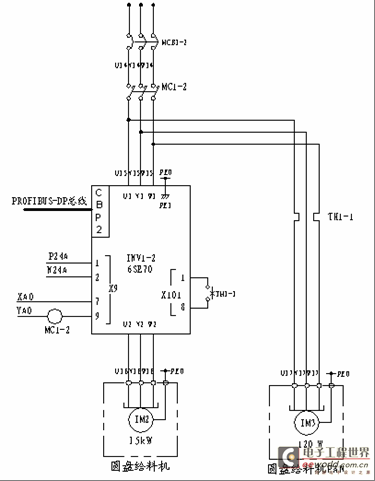
圖8 :圓盤變頻器驅動回路圖
五、 系統控制功能
1.稱重測控單元功能
稱重測控單元擔負著整個配煤的煤量采集計量作用,也是整個配煤系統數據采集的基礎,其控制核心為CFC-200儀表,它是集調節與演算為一體的多功能計量控制器,其內核為16位摩托羅拉68KCPU,它以Yamato出眾的計量設計技術為基礎、具有性能穩定、測量精度高、抗干擾性能強、功能齊全、接口多樣化、故障自診斷、參數自整定及智能PID調節等功能特長,它主要完成負荷、流量、累積量的采集,CFC-200儀表通過Profibus-DP接口與西門子PLC溶合為一體,達到數據無縫、透明共享的預期效果。
2.PLC實現的功能
實現各臺配煤給料機的流程啟動和停止;故障診斷報警;倉料位、圓盤電機、給料皮
帶電機的流程聯鎖和逆向啟動、順向停車的順序控制;各臺設備/各工藝段之間的安全聯鎖;各變頻器的頻率給定和速度控制;總配比流量的在線調整等功能。PLC按工藝要求完成系統的四種控制方式(現場就地控制、單臺手動控制、單套聯動控制、全自動控制);另外,S7-300PLC作為Profibus-DP的網絡主站,起著整個系統的控制核心作用,是確保系統內所有設備的協同運行的前提條件,并完成與上位機交換系統的所有過程參數和數據的任務。
實現煤料配合比例工藝流程的自動監控;管理生產過程參數和狀態;處理反映各種過程報警和歷史報警;瀏覽各實時/歷史趨勢畫面;生成各種報表供瀏覽/查詢/打印;建立實時數據庫及歸檔數據,為企業決策者提供工廠現場層實時過程數據、曲線及統計分析表。利用WinCC中的C語言腳本(Script)及提供的各類應用函數,來靈活地完成系統復雜的控制要求,并將配煤系統的前后工藝段有機地組合起來。
以上三者相輔相成,構成一套完整的自動配煤解決方案,整個配料系統綜合精度優于0.5%。
4.項目中的難點問題及實施辦法
配煤煉焦有2大工藝段,每個工藝段有12套,合計共有24套給料機,其配比的準確和穩定是焦炭質量保障的關鍵。
后備PID調節:但在實際運行中配煤系統的配比會受到外界多種因素的影響,如煤質、含水率、環境溫濕度、粘度、粒度等因素,從而直接引起下料不暢通、結塊、粘料等現象,影響配煤比例的恒定。針對上述情況,我們采用兩套PID自動調節回路方案,正常情況下由CFC-200來執行調節,當上述情況造成流量震蕩或偏差超限時,系統自動切換由PLC來完成后備PID調節,而此刻后備PID調節是根據所發生不同情況下的同種煤流量總和為目標對象進行閉環調節,從而優化了過程控制的性能和效果。
后備計量切換:系統在正常情況下,其計量功能是有稱重測控單元來完成,它主要由UB2電阻應變式傳感器和CFC-200儀表組成,一旦稱重測控單元中的任何一方故障都將導致稱重計量失敗。因此,我們采用了后備容積計量功能,當一旦發生計量失敗情況時,系統自動切換到容積計量模式,其設計思路為:在系統正常情況下由PLC對CFC-200所輸出的煤流量進行密度逆運算,得出其在預置時間跨度內煤的瞬間密度,并不斷進行跟蹤刷新和存儲,當進入容積計量模式后,PLC將根據所記憶的瞬間密度,進行流量運算和控制調節,而不影響系統的正常進行。
六、 項目運行
2006年8月15 日上午,中國第一爐─山西太鋼7.63米焦爐(年產焦碳115萬噸/
座)順利投產了。整個配煤系統運行可靠、性能穩定、操作方便、自動化程度高、配煤準確率和焦炭質量穩定率都得到大幅度的提高,不盡降低了煤耗和能耗,還大大地提高了生產效率,達到了預期的效果,為太鋼不銹鋼年產能達到300萬噸,成為全球產能最大的現代化不銹鋼企業打下了基礎。
七、 應用體會
通過自動配煤項目設計、實施,進一步加深了對西門子SIMATIC自動化產品的了解。系統采用了工業以太網和Profibus-DP現場總線,實現了現場儀表、PLC、分布式I/O、操作站/工程師站、變頻驅動器之間的相互通信,提高了數據傳輸的可靠性和抗干擾性,減少了大量線纜,現場安裝、調試的工作量也大大降低,縮短了項目實施周期,更提高了工作效率和項目質量。
另外深有體會的一點是:西門子SIMATIC自動化產品的產品鏈長、性能超群、覆蓋面廣、普及率高、網站內容豐富且更新快、各類文檔資料齊全、客戶技術服務響應快等等,這一切都為我們的實際工作帶來了極大的便利和廣泛的認可,預祝以SIMATIC品牌為代表的自動化產品在今后創新道路上再創輝煌。
附件: 生產現場照片

儲煤槽外景照 控制柜內部照


控制室一瞥 變頻柜內部照

評論