基于現場總線的干粉配料柔性控制系統

控制中心是整個水泥干粉料生產系統的核心,需要靈活、可靠和高性能,利用現代先進的控制設備及技術,建立多樣化的砂漿配比庫及在線快速反應控制單元是可行的和急需的。以干粉料的電子配比庫為輸入驅動源,建立快速自適應控制中心,該中心能迅速更換不同配比、不同性質的干粉料產品的生產控制流程,實現干粉料的生產。通過對干粉柔性控制中心的控制量及性能要求分析,確定以現場總線技術為基礎的組網方案。現場總線是工業中用于現場儀表和控制室系統之間的一種全數字化、雙向多站的通信系統。是過程控制技術、自動化儀表技術、計算機網絡技術三大技術發展的交會點。采用現場總線主要解決如下問題:計量控制單元、攪拌控制單元、誤差自動補償單元的準確性、可靠性、快速反應性;設備各種參數狀態數據的采集和控制信息的發送,各種狀態參數表達和報警處理;事故追憶和趨勢分析;高性能、高效率的自流式儲料裝置及混料裝置。
本文引用地址:http://www.104case.com/article/201612/329492.htm1 現場總線系統FCS
1.1 現場總線的概述
現場總線是20 世紀80 年代中期在國際上發展起來的,是為了實現整個企業的信息集成,實現綜合自動化,達到在工業現場運行可靠、廉價、互操作的目的。現場總線控制技術由于其巨大的技術優勢,被認為是工業控制發展的必然趨勢,將逐步取代傳統的PLC 點對點接線的控制方法。現場總線技術是一種集總線技術、計算機技術、通信技術、集成電路技術及智能傳感技術于一身的新型控制技術。根據國際電工委員會的IEC61158 標準的定義,現場總線是一種應用于生產現場、現場設備之間、現場設備與控制裝置之間實行雙向、串行、多節點通信的通信網絡。它是適合于工業控制要求的通信網絡。
現場總線把微處理器置入現場自控設備,使設備具有數字計算和數字通信能力,這一方面提高了信號的測量、控制和傳輸精度,同時為豐富控制信息的內容、實現遠程傳送創造了條件。在現場總線的環境下,借助現場總線網段以及與之有通信連接的其它網段,實現異地遠程自動控制。由于現場總線強調遵循公開統一的技術標準,因而有條件實現設備的互操作性和互換性,用戶可以把不同廠家、不同品牌的產品集成在同一個系統內,并可在同功能的產品之間進行相互替換,使用戶具有了自控設備選擇、集成的主動權。
1.2 現場總線的分類及比較
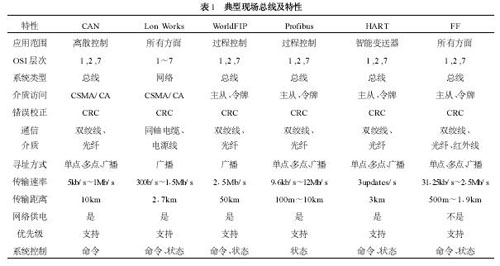
現場總線種類繁多[1 > ,按照現場總線的應用層次將它分成如下幾種: ①傳感器總線 最底層的總線,只進行少量數據傳輸。如ASI、Interbus - S 等。②設備總線 最常用的一種總線形式,為智能設備提供通信服務,在這一層次上,智能設備能夠執行多種功能,提供通信和診斷信息服務。這類總線包括:CAN、DeviceNet 、Lon Works、Profibus - DP 等。③車間級總線 設備總線的上一層次,他支持大數據量的傳輸,但傳輸速度較慢,要求設備處理器有較高的性能,有的現場總線技術已經能在現場設備中直接支持分布式控制功能。這類總線包括: FF、Profibus - PA、WorldFIP、Lon Works 等。④控制級總線 主要定向于PLC、DCS 控制器等高層次控制設備件的對等通信,諸如Cont rolNet 。⑤企業級總線 骨干網絡是為企業事務服務的,主要形式是在Ethernet 基礎上運行TCP/ IP 協議。幾種流行現場總線的比較如表1 所示。
1.3 LON WORKS
Lon Works 是由美國ECHELON 公司于20 世紀90 年代初推出的一種現場總線技術,Lon (Local Operating Network) 的意思為局部操作網絡,它是用于開發監控網絡系統的一個完整的技術平臺,并具有現場總線技術的一切特點。Lon Words 網絡系統由智能節點組成,每個智能節點可具有多種型式的I/ O 功能,節點之間可通過不同的傳輸媒介進行通信,并遵守ISO/ OSI 的7 層模型,被譽為通用控制網絡。
Lon Works 支持與其他協議和網絡之間的互連與互操作;ECHELON 提供相應可以嵌入產品的軟件和硬件,使得Lon Works 應用程序可以在非Neu2ron 芯片的主機上運行,任何微控制器、PC 機、工作站或計算機都可以作為Lon Works 網絡的一個節點與其他節點通信。神經元芯片處理現場互聯的全部任務,還能處理現場傳感器、執行器的動作以及數字邏輯運算等現場任務。Lon Talk 是OSI 參考模型面向現場對象應用的一個子集。它比現場總線歷來推薦的功能覆蓋面更廣,支持多介質、大網絡。這為工廠制造自動化的測、控、管一體化提供了全局性的解決方案,而且都可通過固化有Lon Talk 協議的神經元芯片實現同生產管理級互聯。另外, Lon Works總線開發系統支持各種拓撲結構,選擇不同的收發器可構成星形、環形、樹形或混合形結構;而尋址由協議來解決,這樣現場互聯更加靈活。
2 干粉配料控制系統
2.1 主要被控對象
1) 料倉控制閥:水泥倉下料口控制閥、石灰粉倉下料口控制閥、石英砂下料口控制閥、粉煤灰下料口控制閥、添加劑下料口控制閥;
2) 料位監測儀:水泥倉料位儀、石灰粉倉料位儀、石英砂料位儀、粉煤灰料位儀、添加劑料位儀;
3) 進料閥門:水泥倉進料口控制閥、石灰粉倉進料口控制閥、石英砂進料口控制閥、粉煤灰進口控制閥、添加劑進料口控制閥;
4) 皮帶傳輸機電機轉速監控:石英砂皮帶傳輸機電機轉速調節控制、粉煤灰皮帶傳輸機電機轉速調節控制;
5) 電子皮帶秤稱料監控:石英砂電子皮帶秤稱量調節控制、粉煤灰電子皮帶秤稱量調節控制;
6) 螺旋輸送機電機轉速監控:水泥螺旋輸送機電機轉速調節控制、粉煤灰螺旋輸送機電機轉速調
節控制、石灰粉螺旋輸送機電機轉速調節控制;
7) 混料倉監控;
8) 烘干機監控。
2.2 配料控制系統組成
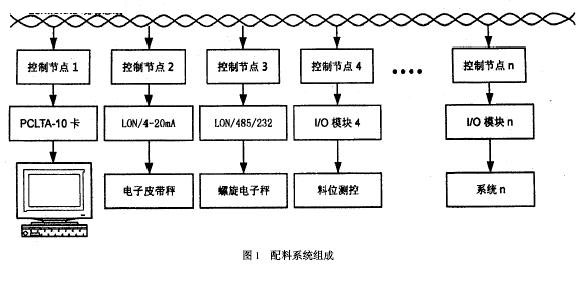
配料控制系統組成如圖1 所示。該系統以現有計量控制設備如電子皮帶秤、螺旋絞刀泵、核子秤等為基礎,在這些現有配料控制設備的輸入端連接相應的Lon Works 節點,將非LonWorks 現場總線設備集成到現場總線中,構成基于現場總線的控制系統。這里所用的節點主要包括:PCL TA - 10 適配卡與PC 及連接構成Lon Works 網絡管理監控節點;Lon Works/ 4 - 20mA 轉換節點將符合DDZ - Ⅲ型標準模擬信號4 - 20mA 的控制設備集成到現場總線上;Lon Works/ 485/ 232 轉換節點將數字接口控制設備集成到現場總線上;開關量的監測與控制由Lon Works 控制節點的I/ O 模塊完成。
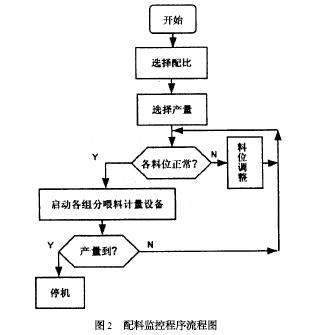
2.3 配料柔性控制
通過LONWORKS 節點將不同類型、不同組分的喂料計量設備集成到現場總線后,單機設備不再是信息的孤島,可在配料管理軟件控制下協調工作,實現不同組分干粉配料的靈活生產,快速滿足不同用戶對產品的要求。干粉配料生產監控管理軟件功能包括:干粉料品種配比專家數據庫、干粉料配比設置、產量設置、生產率設置、各組份流量分配、配料設備容差設置、料倉料位上下限設置、單機控制與聯機控制選擇、手動與自動切換、調試與運行切換、各配料設備實際流量指示、設備運行狀態指示、設備工作異常報警、故障處理與歷史追溯等。
3 結 論
干粉柔性控制系統是實現多種干粉原材料嚴格按照一定的科學配比,進行全自動化的、實時的、高精度的送料、稱料、拌料及包裝的控制裝置。該控制中心采用基于Lon Works 標準的現場總線進行監控,結構簡單,布線自由,通過節點控制器將非LonWorks 現場總線設備集成到現場總線中,節約設備投資。利用現場總線的網絡技術、信息技術實現在線監控,實現快速更換不同的干粉原料配比、不同性質的干粉料產品的控制流程。

評論