基于PMAC的軋輥磨床數控系統的開發

1 PMAC簡介
本文引用地址:http://www.104case.com/article/201612/328847.htmPMAC (programable multiaxes controller)可編程運動控制器是美國Delat Tau公司推出的開放式多軸運動控制器,該控制器自帶高速CPU,并提供快捷的可視化開發平臺,是眾多運動控制器中性能比較優越的控制器之一。PMAC運動控制器功能強大,它集成了位控板、PLC、I/O 等多個功能模塊,CNC系統低層的實時任務大多由PMAC來完成,CNC系統的接口也都是圍繞PMAC來設計的。它使用Motorola的DSP560001數字信號處理器作為它的核心,提供運動控制、離散控制、內務處理、同主機的交互等強大功能。它可同時控制1~8個軸,既可單獨執行存儲于其內部的運動程序,也可執行運動程序和PLC程序,并可進行伺服環更新及以串行方式、并行方式、雙端口RAM方式和上位PC機通信。基于PMAC優良的處理功能和開放性,尤其是其強大的運動控制能力,為此,選擇了PMAC作為軋輥磨床數控系統的基礎。
2 硬件結構設計
系統硬件結構框圖如圖1所示。使用的PMAC運動控制器可同時控制5根軸,各軸既可以單獨運動又可聯動,給開發人員提供了很大的靈活性。主要的運動軸有3根:拖板往復移動軸( Z軸) 、磨架橫進給軸(X軸) 、中凸(凹)正弦曲線磨削軸(U 軸) 。另外兩根是CNC測量軸( X1、X2 軸) 。在圖1 中,ACC - 8P是外接接口卡, PMAC通過它帶動伺服單元, 同時編碼器的反饋信號也是通過它反饋到PMAC中。每個ACC - 8P可提供4個伺服驅動器接口, 3個ACC - 8P的12個接口除了接5個伺服電機外,還用于接編碼器、光柵尺、手動脈沖發生器等。PMAC通過外接擴展I/O接口卡ACC - 3E控制各個I/O口,包括控制面板上各個按鈕、信號燈的控制及砂輪電機、頭架電機、各液壓電機的起停等。
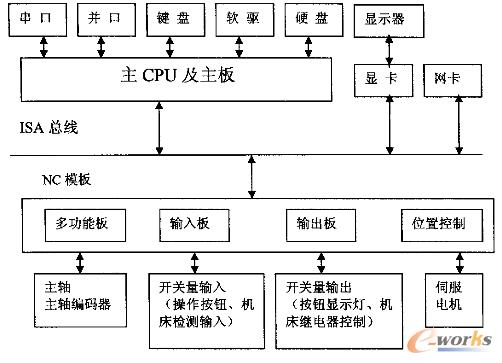

圖1 系統硬件連接圖
整個系統的硬件設計除了總體設計外,還包括面板設計、系統的強電和弱電控制設計、電控柜及支撐件設計等方面的內容。
3 軟件設計
該系統是以PMAC作為CNC模塊,工控機系統為系統支持單元的雙CPU數控系統。可進行人機接口和非實時控制部件的定制和參數化、實時控制部件的參數化。工控機作為上位機, 負責各種資源管理, 對下位機程序調度與控制、與下位機實時通信, 以及人機交互功能的實現; PMAC作為下位機, 完成對軋輥磨床的運動控制和各種輔助操作的控制。這種設計充分考慮了控制系統的可靠性、高效性, 便于軟件系統的開發、維護與升級。PC主機的應用程序部分以W indows98為開發平臺, 借助于MicrosoftVisual C+ + 6. 0軟件編制完成的。其主要功能有: (1) 提供良好的應用程序接口、人機界面; (2) 完成大量的控制模型計算; ( 3) 接收來自PMAC的信息并作相應的處理; (4) 向PMAC發送信息和任務。
從模塊化的角度看,控制系統軟件主要由: 加工程序解釋模塊、插補模塊、PLC監控模塊、伺服控制模塊、數字化模塊等組成。其中, 加工程序解釋模塊由PMAC提供的功能模塊來實現; 插補模塊包括直線插補、圓弧插補及樣條插補等; 加工過程的實時檢測就需要PLC模塊來實現; 伺服控制模塊主要根據PMAC實時得到的加工狀態信息,由PC主機完成相關計算, 得到控制量后再下載到PMAC, 最后由其控制伺服電機的動作。數字化模塊根據精密測頭及光柵尺的反饋信息運用專門的控制算法, 完成軋輥輥面形狀和輥徑的數據采集。其功能模塊如圖2所示。
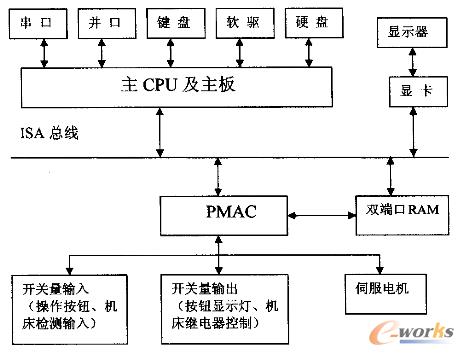
圖2 PMAC實時控制軟件模塊圖
4 結 論
該數控系統以通用工控機為基礎,采用功能強大的運動控制器PMAC完成對軋輥磨床的運動控制和各種輔助操作的控制,使得數控系統具有比專用數控系統更好的人機交互能力和上層應用系統集成能力,便于生產廠家和用戶對系統功能進行定制和參數調節,使系統具有更好的維護性。該系統用在天水星火機床有限責任公司制造的MK8480軋輥磨床上,取得了良好的效果。

評論