大功率白光LED死燈的分析

1.不良樣品:大功率白光成品。
本文引用地址:http://www.104case.com/article/201612/325341.htm2.反饋不良樣品數(shù)量:114pcs。
B.異常內(nèi)容:
經(jīng)對反饋異常樣品測試,共114pcs樣品中不良情況如下:
1.測試VF和IR正常88pcs,可正常點亮。取其中5pcs正常品、和1pcs去掉透鏡,再使用350mA常溫條件老化48小時,均未出現(xiàn)死燈不良現(xiàn)象,各項參數(shù)正常。
2.開路死燈26pcs
C.原因分析/調(diào)查結(jié)果:
1.針對開路死燈原因分析:
隨機取6pcs死燈樣品進行拆解分析,發(fā)現(xiàn)其中4pcs存在金線的C點處出現(xiàn)斷線造成死燈;另2pcs在D點處斷線造成死燈。
附:焊線過程線弧各位置的定義如下圖:

圖1:焊線定義圖
A點:晶片電極與金球結(jié)合處;
B點:金球與金線結(jié)合處即球頸處;
C點:焊線線弧所在范圍;
D點:支架二焊焊點與金線結(jié)合處;
E點:支架二焊焊點與支架陽極結(jié)合處;
2.從斷點死燈的情況來看,造成斷線的一般原因有:
2.1.針對C點斷線:
2.1.1、金線本身延伸力不足;這點不用多說,拉力測試可以檢測出是否達到金線規(guī)格書所標稱的拉力值;金線本身延伸力不足也是與加工表面光滑度有關(guān),好比“封口膠帶”;邊緣不破損時可抗很強的拉力,倘若邊緣破損,則稍微用力即可拉斷,道理相似。
2.1.2、瓷嘴污染、磨損造成金線內(nèi)傷斷線、人工修線弧造成金線刮傷;情形與2.1.1.相似。如下圖2示意圖。
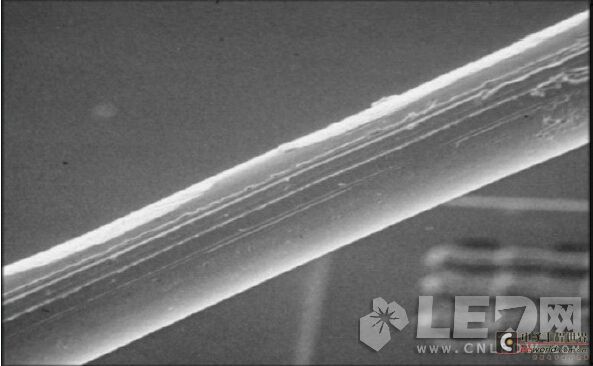
圖2:受損金線圖
2.1.3、外力過大/膠水內(nèi)應力拉扯斷線;針對外力過大拉斷金線,后面3.2做詳細分析。
這部分主要是瓷嘴質(zhì)量問題,使用超過壽命所致;瓷嘴壽命不能以固定“實際打線產(chǎn)量”為準,而是結(jié)合焊線效果決定;當不足產(chǎn)量要求時,若已經(jīng)造成焊線效果不合格(結(jié)合高倍率顯微鏡檢驗),也應立即更換;另外,人工返工塌線修線不當亦可造成金線刮傷。上圖為金線刮痕。
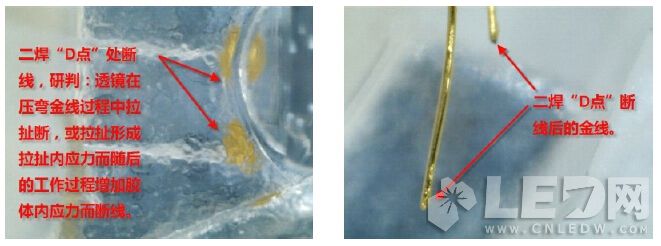
2.2. 針對D點斷線:
2.2.1、焊線參數(shù)優(yōu)化匹配不當:如功率和壓力過大等;
焊線參數(shù)調(diào)整,主要強調(diào)檢驗:A點位置的結(jié)合力、B點位置的金球到金線的光滑過渡和D點金線到焊巴的逐漸過渡如圖4所示;而焊線參數(shù)優(yōu)化匹配不當如功率和壓力過大等均會造成焊巴過扁過薄而抗拉力不足;如下圖所示:
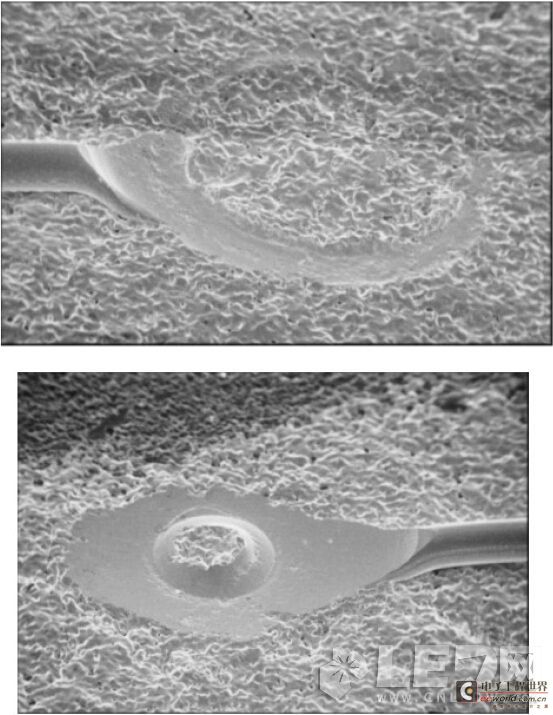
圖3 :不良二焊焊巴
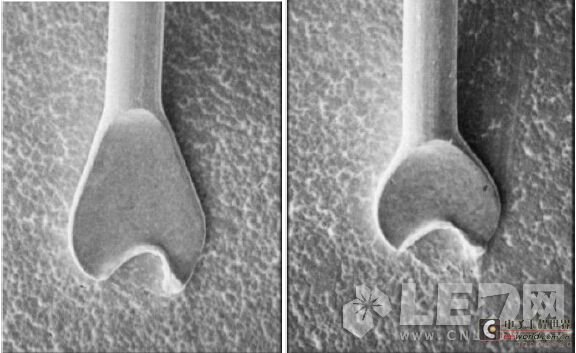
圖4 :OK二焊焊巴
2.2.2、瓷嘴尺寸與金線匹配不當;瓷嘴內(nèi)徑過小會刮花金線;內(nèi)徑過大則會使金線在焊線過程中滑動不定、滑球等不良,也降低抗拉力程度。
2.2.3、外力(膠水內(nèi)應力)過大拉扯斷線;針對外力過大拉斷金線,后面3.3做詳細分析。
3.從此次分析的不良樣品看,從斷線的C點位置來看,均出現(xiàn)在透鏡“壓彎折”處;如下圖5:

如圖5所示:正常情況下線弧形成的弧形是平滑的曲線;而實際成品的線弧被透鏡壓了一個彎折處如圖5所示,該彎折出彎折的角度接近90°的彎折角。此彎折過程一定對D點處的焊線有一定的拉扯力。而對B點處的位置,由于線弧還有一定的長度,可以緩沖這部分的拉力。
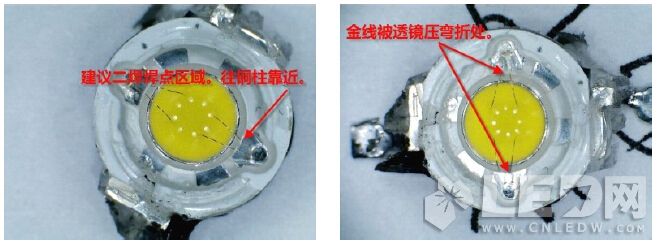
3.1、如圖6透鏡的“紅色內(nèi)圈和藍色外圈”,與圖7“支架的紅色內(nèi)圈和藍色外圈”相對應,從圖7明顯看出,透鏡的內(nèi)邊緣直接壓金線折成約90°彎折角度。
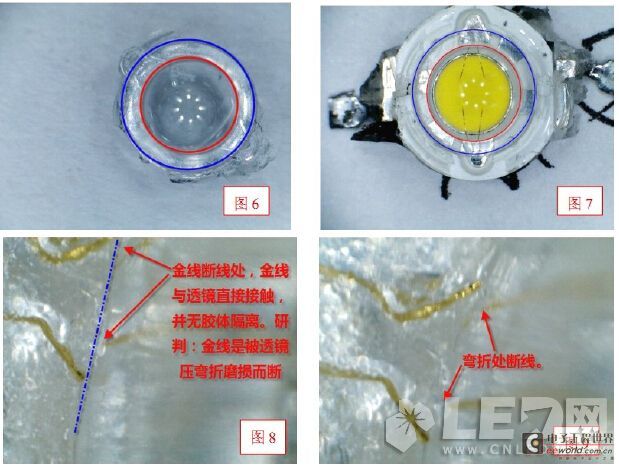
3.2、抽6pcs死燈的樣品分析,有4pcs均是從“金線彎折處”斷線;此斷線原理,一般是彎折過程透鏡邊緣過于“鋒利”,加之壓彎之外力較大,造成金線破損,在后續(xù)燈珠“工作過程”膠體的不定向內(nèi)應力作用最后摧斷金線。另外一種情況,由于金線斷線后,仍是接觸得很近,低溫時保持接觸,仍可以點亮,但是隨著工作溫度的升高,膠體內(nèi)應力變大金線稍微受力脫離接觸點,即會出現(xiàn)開路死燈,或是“時亮時不亮”的異常。
3.3 、從6pcs 死燈樣品分析有2pcs 均是從“D點處”斷線(就是焊線與焊巴的結(jié)合處斷線);此處斷線原因在2.2.1做過分析,這里重點分析外力造成斷線,從3.2分析可知,二焊的D點受力,以及制程的拉力測試均通過,均可以說明二焊焊線參數(shù)不當或瓷嘴不良造成二焊D點受力不足的可能性次之,反而“蓋透鏡”時透鏡壓彎拉扯金線造成的損傷可能性要居首位。
4.綜上所述:
4.1.從以上分析可判斷,造成死燈的原因是斷線開路造成死燈;
4.2.造成斷線的因素眾多,從不良樣品分析看,透鏡內(nèi)壁邊緣壓彎折金線造成金線破損是根本原因。且所有分析的未死燈的良品中,拆下透鏡,都可以發(fā)現(xiàn),金線彎折處是直接接觸透鏡邊緣,金線與透鏡之間并未有膠體隔離,極易于使金線與透鏡之間形成摩擦使金線破損斷線;另從過去的異常“熒光粉處斷線”來看,可以說明“外力致使金線斷線”這一點。
D.預防對策:
針對4.2之異常原因,提供如下之預防,僅供參考:
1.預防對策一:調(diào)整焊線工藝,使二焊靠近銅柱(或使線弧變低),或可能的話,改變透鏡與支架的匹配規(guī)格),避開透鏡直接壓到金線的線弧。
2.預防對策二:在“蓋透鏡制程”中,避免員工斜著蓋透鏡(即員工為了加快速度,定位時,先斜著扣壓透鏡的一邊“耳朵”,然后再扣下整個透鏡),這樣具有定位作用的扣下的“第一耳朵”就有可能過壓金線造成金線破損。蓋透鏡正確做法是對準后,把透鏡直接垂直蓋下去。
3.預防對策三:透鏡壓邊確保到位,這樣避免透鏡后續(xù)的移動磨損金線而使金線受力不足斷線;
4.預防對策四:注膠制程,手動注膠時速度放慢些,理由有三:一是有利于空氣的排出;二是減少膠量的浪費;更重要的是第三,就是減少注膠時的膠水沖力對二焊D點的沖擊造成內(nèi)損。

評論